
Подробности за предния задвижващ вал
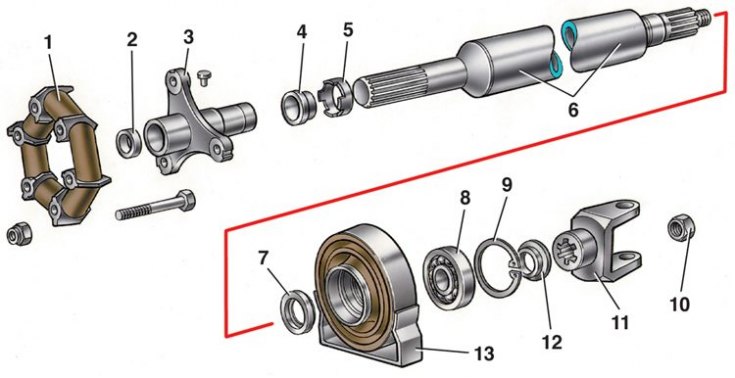
1 - еластичен съединител; 2 - центрираща втулка; 3 – гъвкав съединителен фланец; 4 - кутия за пълнене; 5 – държач на салникова кутия; 6 - карданен вал; 7 - дефлектор за прах; 8 - лагер; 9 - задържащ пръстен; 10 - гайка; 11 - вилка карданна става; 12 - дефлектор за прах; 13 - еластична опора
Гимбален монтаж
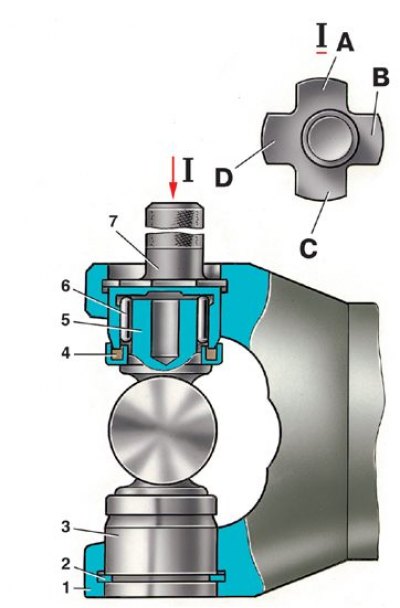
1 - вилка карданна става; 2 - задържащ пръстен; 3 - корпус на лагера; 4 - кутия за пълнене; 5 - шип на кръста; 6 - носеща игла; 7 - калибър 41.8734.4092; A, B, C, D - венчелистчета на сондата
1. Сглобете карданните валове в реда, обратен на разглобяването.
2. Нанесете лубрикант FIOL-1 върху шлицовите съединения.
3. Когато свързвате частите, подравнете маркировките, направени върху разделените части, преди да ги разглобите.
4. След сглобяване на шлицевата връзка, притискайки масленото уплътнение с 0,3–0,5 mm с аксиално натоварване, гофрирайте клетката върху жлеба на вилицата.
5. Затегнете вилковата гайка на предния витлов вал с динамометричен ключ и уплътнение.
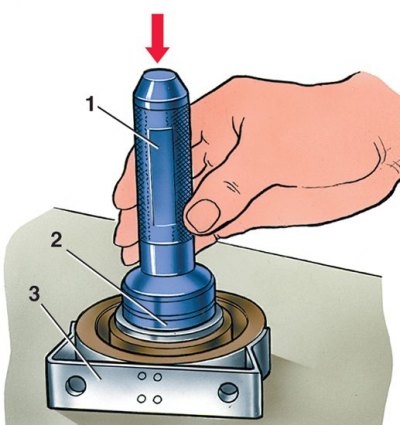
6. Когато сглобявате междинната опора 3, натиснете лагера 2 с инструмент 1 (бормашина A.70045) и монтирайте задържащия пружинен пръстен в жлеба на лагера.
7. Поставете дефлектор за прах 7 в задния край на предния вал на витлото (вижте Фиг. Подробности за предния вал на витлото).
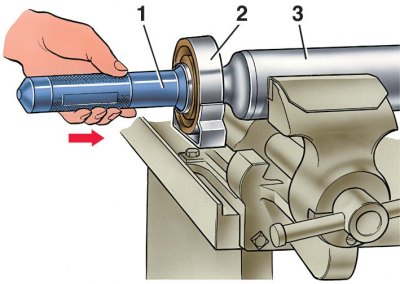
8. След това, като използвате приспособление 1 (бормашина A.4035), натиснете опора 2 с лагер (3 - задната част на предния вал на витлото).
9. Поставете втория прахоуловител 12 (вижте Фиг. Подробности за предния вал на витлото), натиснете вилицата 11 на предния вал на витлото върху вала и го закрепете с гайка .
10. Сглобете карданното съединение на стария дизайн в следния ред.
11. След отстраняване на старата сгъстена грес, запълнете кухините в напречните шипове и смажете вътрешната повърхност на корпусите на лагерите с грес FIOL-2U (0,4–0,6 g за всеки лагер) .
12. Смажете шиповете на кръста с тънък слой грес, така че да не се образува въздушна възглавница по време на сглобяването. Поставете шиповете на кръста във вилицата.
13. Плъзнете корпусите на лагерите с игли върху шиповете на паяка и ги натиснете в отворите на вилицата със сила от 7840 N (800 kgf).
14. Сменете пръстените в жлебовете на вилицата според маркировките.
15. След това проверете аксиалния свободен ход на паяка, който трябва да бъде 0,01–0,04 mm.
16. Ако хлабината е по-голяма от указаната, сменете един по-тънък пръстен с по-дебел.
17. Когато сменяте частите на универсалното съединение, изберете задържащи пръстени с калибър 41.8734.4092, който има четири венчелистчета с различна дебелина (1,53 mm; 1,56 mm; 1,59 mm; 1, 62 mm) .
18. За да направите това, монтирайте задържащия пръстен 2 (вижте фиг. Сглобяване на универсалната връзка) с дебелина 1,56 mm.
19. При пресоване на лагери, когато кръстът опира в корпуса на лагера (в този случай няма празнини), използвайте щуп калибър 4187.34.409, за да определите разстоянието между корпус на лагера и крайната повърхност на пръстеновидния жлеб.
20. В зависимост от измереното разстояние, като се има предвид аксиална хлабина от 0,01–0,04 mm, поставете втори пръстен с подходяща дебелина. Например, ако едно венчелистче преминава 1,56 mm, тогава трябва да се монтира пръстен от 1,53 mm.
Внимание! Задържащите пръстени се доставят като резервни части в пет (седем*) размера (дебелина, мм), всеки от които има определен цвят: 1.50 (1.45)* - естествен;1.53 (1.52)* - тъмно кафяв; 1.56 (1.56)* - син; 1.59 (1.60)* - черен; 1.62 (1.48)* - жълто; (1.64; 1.67)* - цветовете не са посочени и дебелината им се определя чрез измерване.
21. Ако най-тънкият щуп (1,53 mm) не пасва в жлеба, сменете пръстен 2 с друг 1,50 mm.
22. Ако най-дебелият щуп (1,62 mm) влиза в жлеба с празнина, тогава сменете пръстен 2 с друг с дебелина 1,62 mm.
23. С поставени пръстени, ударете вилиците с чук с пластмасова глава. Под действието на удара и еластично компресираните жлези, пролуката между дъното на лагера и задържащия пръстен се елиминира и се появяват празнини между корпусите на лагерите и краищата на напречните шипове.
24. След повторното сглобяване проверете за лекота на въртене на вилките и баланса на задвижващата линия.
25. Сглобяването на универсален шарнир с корпуси на иглени лагери от пресована ламарина има свои собствени характеристики. Хлабината между корпуса на лагера и крайната повърхност на пръстеновидния жлеб се измерва с два измервателни уреда, единият от които има набор от остриета на сондата с дебелина 1,45; 1,48; 1,52; 1,56 мм, а другият - 1,60; 1,64; 1,67 мм.
26. Ако зъбчето на сондата с най-малката дебелина (1,45 mm) не навлезе в междината между корпуса на лагера и края на пръстеновидния жлеб, тогава пръстен 2 (вижте фиг. Сглобяване карданната става) с дебелина 1,56 мм, заменете с друга с дебелина 1,45 мм.
27. Ако острието на стилуса с най-голяма дебелина (1,67 mm) не пасва плътно в процепа, тогава монтирайте пръстен с дебелина 1,67 mm в този процеп, отстранете пръстен 2 и повторете операции за избор отново дебелина на пръстена.
28. Ако щифтът на стилуса пасва плътно в пролуката, поставете пръстен, равен на дебелината на писеца в жлеба.
29. Силата на притискане на иглените лагери в отворите на вилката не трябва да надвишава 10 000 N (1 000 kgf).
30. Измерете разстоянието с щуп от страната на карданния вал.
* За новопроектирана панта.