
Цилиндров блок
Всички цилиндри на двигателя, заедно с горната част на картера, са обединени в общ възел - цилиндров блок, излят от специален чугун с висока якост. Този дизайн позволява при сравнително малка маса да се получи висока твърдост и якост, тъй като силата от налягането на газовете в отделен цилиндър се възприема от цялата секция на цилиндровия блок. Той се противопоставя добре на действието на инерционните сили и моменти, които възникват от движещите се части на коляновия механизъм. За да се увеличи твърдостта, цилиндровият блок има пет прегради с ребра и увеличена дебелина на горната плоча, към която е прикрепена главата на цилиндъра.
Цилиндрите са разположени в блока вертикално, в един ред. Те нямат никакви вложки и се пробиват директно в цилиндровия блок. За да се получи висока степен на завършеност на повърхността, стените на цилиндъра са шлифовани.
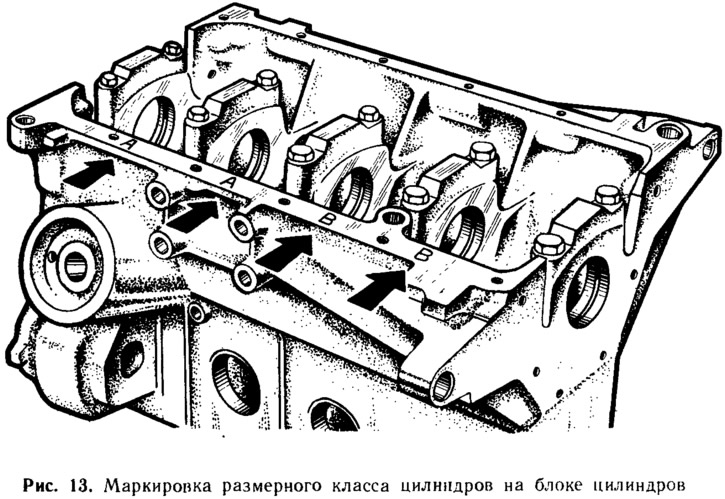
За нормална работа на двигателя хлабината между буталото и цилиндъра трябва да бъде в определени граници: 0,025 ... 0,045 mm при нов двигател и да не надвишава 0,15 mm при износени бутала и цилиндри. За да се улесни получаването на такава празнина при сглобяване на двигателя, диаметрите на цилиндрите и буталата са разделени през 0,01 mm на пет класа, обозначени с латинските букви A, B, C, D, E (фиг. 12). При сглобяването на двигателя бутала от един и същи клас се вкарват в цилиндрите от определен клас, което гарантира получаването на определената стойност на хлабината. Класът (буквата) на диаметъра на цилиндъра е щампован върху долната равнина на цилиндровия блок срещу всеки цилиндър (фиг. 13).
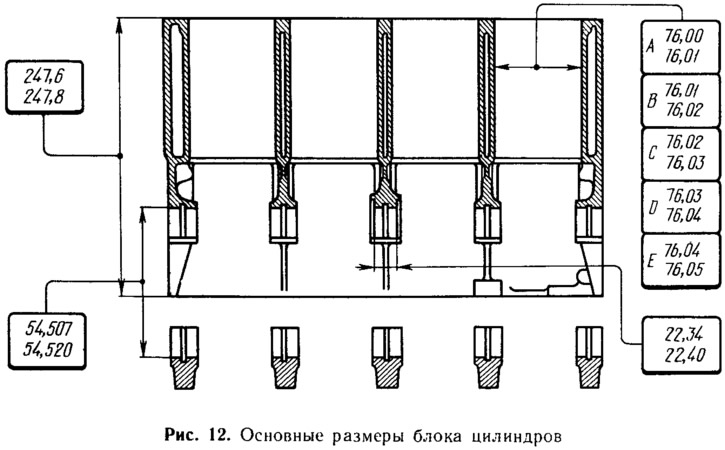
Основните размери на цилиндровия блок на двигателя 2108 са показани на фиг. 12. Блокът на двигателя 21081 се различава от 2108 с по-ниска височина - 242 ... 242,2 mm, а цилиндровият блок 21083 в сравнение с 2108 има по-голям диаметър на цилиндъра:
- A - 82,00...82,01 mm
- B - 82,01...82,02 mm
- C - 82,02...82,03 mm
- D - 82,03...82,04 mm
- E - 82,04...82,05 mm
Номерът на модела на двигателя е излят в горната част на цилиндровия блок от лявата страна.
Цилиндровият блок е скъпа част. Следователно, за да се удължи експлоатационният му живот, е предвидена възможност за ремонт на цилиндрите. Дебелината на стената позволява цилиндрите да бъдат пробивани и шлифовани, за да отговарят на ремонтните размери на буталата, увеличени с 0,4 и 0,8 mm. Разпробиването се извършва, ако износването на цилиндрите надвишава 0,15 mm или ако има неравности по стените им.
В долната част на цилиндровия блок има пет основни опори на коляновия вал, върху които са поставени тънкостенни стоманено-алуминиеви втулки. Отворите на опорите са направени наполовина в цилиндровия блок и наполовина в лагерните капачки. Всеки капак е прикрепен към цилиндровия блок с два самозаключващи се болта. За да се осигури висока точност, отворите на лагерите са завършени заедно с капачките на лагерите. Следователно капаците не са взаимозаменяеми: те не могат да се сменят и пренареждат от един цилиндров блок в друг. За разграничаване на капачките на основните лагери външната им страна е маркирана под формата на маркировки (фиг. 14).

При сглобяване на двигателя капачките на лагерите трябва да бъдат монтирани в строго определено положение: в същото положение, в което са били в цилиндровия блок при обработка на отвори в лагерите. Ето защо, за да не се обърнат случайно кориците, те са направени асиметрични. По отношение на страните на капака, оста на полуотвора в него е изместена с 1 mm наляво. Правилно монтираните капаци трябва да имат маркировки от лявата страна на двигателя (страната, където се намират алтернатора и стартера).
По дължината на дясната страна на цилиндровия блок е пробит главният канал на системата за смазване. От него се отклоняват пет наклонени канала към основните лагери на коляновия вал и вертикален канал за подаване на масло към разпределителния вал. От дясната предна страна на цилиндровия блок има фланец за монтиране на маслен филтър. Каналите преминават от фланеца към главния канал на системата за смазване и към маслената помпа, която е прикрепена към предния край на цилиндровия блок. От лявата страна на блока има прилив с отвор за фитинг, към който е прикрепен маркуч за изпускане на картера. В този фитинг е поставен и индикатор за нивото на маслото.
Охлаждащата риза на цилиндровия блок е обща за всички цилиндри. Каналите за охлаждащата течност са направени по цялата височина на цилиндрите, което подобрява охлаждането на буталата и буталните пръстени и намалява деформацията на блока от неравномерно нагряване. За фиксиране на прътите на охлаждащата риза по време на отливането на цилиндровия блок има шест отвора във външните му стени, които след това се затварят със стоманени тапи с форма на купа. Охлаждащата риза е директно (без междинни тръбопроводи) свързана с помпата на охлаждащата течност, разположена в прилива от дясната страна на цилиндровия блок. Охлаждащите ризи на блока и главата на цилиндъра се свързват през отвори в горната равнина на блока на цилиндъра.
От лявата страна на цилиндровия блок има приливи и отливи с отвори за монтиране на генератора и предната скоба за окачване на силовия агрегат. От дясната страна, в допълнение към фланеца за масления филтър, има и фланец с четири отвора за монтиране на цилиндровия блок на монтажната стойка. В задната част на цилиндровия блок има две скоби, подсилени с ребра, за закрепване на корпуса на съединителя. За да центрирате цилиндровия блок с корпуса на съединителя, в отворите на скобите се вкарват две монтажни втулки.
Бутало
Буталото е една от най-натоварените части на двигателя. Той възприема налягането на газа и го прехвърля през буталния щифт и мотовилката към коляновия вал. Буталото е излято от високоякостна алуминиева сплав. Той е лек и отвежда топлината добре към стените на цилиндъра. Но алуминият има висок температурен коефициент на линейно разширение. Следователно, за да се намали топлинното разширение на буталото от нагряване от горещи газове и да се елиминира рискът от засядането му в цилиндъра, в главата на буталото над отвора на щифта е вградена температурно компенсирана стоманена плоча.
Основните размери на буталото, свързващия прът, буталния щифт и буталните пръстени на двигателя 2108 са дадени на фиг. 15. Както и цилиндрите на двигателя, буталата са сортирани в пет класа според външния диаметър: A, B, C, D и E. Разликата в диаметрите на буталата от съседни класове е 0,01 mm. Класът (буквата) на буталото е щампован на дъното му (фиг. 16).
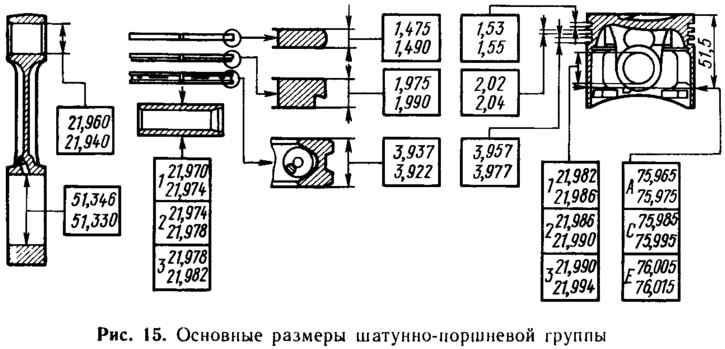
Двигателите 2108 и 21081 имат еднакви бутала, докато двигателят 21083 използва бутала и пръстени с външен диаметър, увеличен с 6 mm. Номерът на буталото е излят от вътрешната страна на полата му.
Диаметърът на буталото за определяне на неговия клас е възможно да се измери само на едно място: в равнина, перпендикулярна на буталния болт, на разстояние 51,5 mm от дъното. На други места диаметърът на буталото не е номинален, тъй като външната повърхност на буталото има сложна форма. В напречно сечение той е овален (овалът на главата на буталото е до 0,1 mm, а на полата - до 0,55 mm), като по-малката ос на овала съвпада с оста на буталния болт. По височина както полата, така и главата на буталото имат конична форма и освен това диаметърът на главата е с 0,5 mm по-малък от диаметъра на полата. Тази форма позволява да се компенсира неравномерното разширение на буталото при нагряване чрез намаляване на неговата конусност и овалност.
Външната повърхност на полата на буталото не е гладка, но има много пръстеновидни микробразди с дълбочина до 14 микрона. Такава повърхност допринася за по-добро вкарване на буталото в стените на цилиндъра и намалява загубите от триене, тъй като маслото се задържа в микроканалите. Дъното на буталото е плоско, с овална вдлъбнатина, която е част от горивната камера, и с малки вдлъбнатини за клапаните. В долната част на издатините под буталния щифт има отвори за преминаване на масло към буталния щифт. За подобряване на условията на смазване в горната част на отворите за пръсти са направени два надлъжни канала с ширина 3 mm и дълбочина 0,7 mm, в които се натрупва масло. В областта на издатините височината на полата е намалена, за да се предотврати триенето на буталото на противотежестите на коляновия вал.
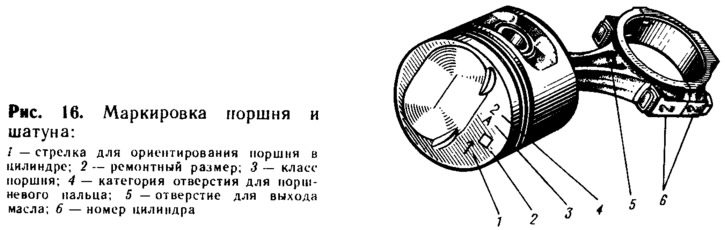
Отворът за буталния щифт е изместен от оста на симетрия с 1,2 mm към дясната страна на двигателя. Поради това върху буталото действа момент на сила, който го притиска към стените на цилиндъра винаги в едно и също положение. Следователно няма удари на буталото по стените на цилиндъра, когато преминава през горната мъртва точка. Това обаче изисква буталото да бъде монтирано в цилиндъра в строго определено положение. При сглобяване на двигателя буталата се монтират така, че стрелката 1 (фиг. 16) на дъното на буталото да е насочена към предната част на двигателя.
Бутало: щифтът се вкарва в буталото с хлабина от 0,008 ... 0,016 mm. За да се постигне такава високопрецизна хлабина в масовото производство, буталата се сортират по диаметъра на отвора на буталния болт, а щифтовете по външния диаметър при 0,04 mm в три категории. Върху дъното му е щамповано числото (1,2,3), указващо категорията на буталото, както и класа (виж фиг. 16). По време на сглобяването на двигателя буталото и щифтът се вземат в една и съща категория, което гарантира получаването на необходимата хлабина. Правилността на тяхното сдвояване се проверява чрез поставяне на омаслен пръст в буталото. Пръстът трябва лесно да влезе в буталото чрез натискане на ръката и да не изпада от него под въздействието на собственото си тегло.
Буталата в двигателя трябва да са с еднаква маса, за да се намалят вибрациите в възвратно-постъпателните части. По време на производството във фабриката стриктно се спазва максималното отклонение на масата на буталата +5 g. Следователно, когато се сглобяват двигатели 2108, не е необходимо да се избират бутала от една и съща група по маса или да се регулира тяхната маса) премахването на излишния метал е не е задължително.
Резервните части се доставят с бутала с номинален размер само от три класа - A, C и E. Това е достатъчно, за да изберете бутало за всеки цилиндър по време на ремонт на двигателя, тъй като буталата и цилиндрите са разделени на класове с известно припокриване на размера. Например, бутало от клас C може да пасне на цилиндри от клас B и D. Основното при избора на бутало е да се осигури необходимата хлабина за монтаж (0,025 ... 0,045 mm) между буталото и цилиндъра.
Освен бутала с номинален размер, като резервни части се доставят и ремонтни бутала с външен диаметър, увеличен с 0,4 и 0,8 mm. Тези бутала са предназначени за монтаж в основно ремонтирани цилиндрови блокове, при които цилиндрите са пробити и хонинговани до следващия ремонтен размер. На дъното на ремонтните бутала се прави маркировка под формата на квадрат 2 (виж фиг. 16) или триъгълник. Триъгълник съответства на увеличение на външния диаметър от 0,4 mm, а квадрат съответства на 0,8 mm.
Бутални пръстени
Буталните пръстени осигуряват необходимото уплътнение между стените на буталото и цилиндъра и отвеждат топлината от буталото към стените му. Те се притискат към стените на цилиндъра под действието на собствената си еластичност и газово налягане. На буталото са монтирани три чугунени пръстена - два компресионни (уплътнителни) и един (долен) маслен скрепер, който предотвратява навлизането на масло в горивната камера.
Горният компресионен пръстен работи в условия на висока температура, корозивни продукти от горенето и недостатъчно смазване. Следователно, за да се увеличи устойчивостта на износване, външната му повърхност е хромирана, а за подобряване на сработването е направена от изпъкнала (бъчвообразна) форма.
Долният компресионен пръстен има вдлъбнатина на дъното за събиране на масло по време на ход надолу, като същевременно изпълнява допълнителната функция на пръстен за капка масло. Повърхността на пръстена е фосфатирана, за да се увеличи устойчивостта на износване и да се намали триенето по стените на цилиндъра.
Маслочистачен пръстен - с хромирани работни ръбове и с жлеб по външната повърхност, в който се събира маслото, отстранено от стените на цилиндъра. След това тече през прорезите на пръстена в канала на буталото и оттам се влива в масления картер. Вътре в пръстена е монтирана навита стоманена пружина, която разкопчава пръстена отвътре и го притиска към стените на цилиндъра.
Изработват се пръстени с ремонтни размери (както и бутала) с външен диаметър, увеличен с 0,4 и 0,8 mm.
Бутален щифт
Стоманен тръбен профил с бутален щифт с дебелина на стената 3,5 mm. За повишаване на твърдостта и устойчивостта на износване външната му повърхност е циментирана и закалена с високочестотни токове. В горната глава на свързващия прът щифтът е монтиран с намеса от 0,010 ... 0,042 mm. Това притискане го предпазва от аксиално движение в буталото.
Според външния диаметър пръстите са сортирани в три категории до 0,004 mm, съответно до категориите бутала. Краищата на пръстите са боядисани в подходящ цвят: синьо - първа категория, зелено - втора, червено - трета.
Свързващ прът
Биела на двигател - I-образно сечение от кована стомана. Долната му глава е разглобяема, а равнината на разделяне е перпендикулярна на оста на мотовилката. В тази глава са монтирани черупките на лагерите на коляновия вал.
Биелата се обработва заедно с капака. За да не се объркат капаците по време на монтажа, свързващият прът и съответният капак са щамповани с номер 6 на цилиндъра (виж фиг. 16), в който са монтирани. При сглобяване номерата на биелата и капачката трябва да са от една и съща страна. Капачката на мотовилката е закрепена към мотовилката с два болта със самозаключващи се гайки. За прецизно центриране на болтовете външната им повърхност и отворът в биелата са обработени с висока точност, а в близост до главата на болта има колан, с който болтът се притиска в отвора.
Там, където долната глава на свързващия прът преминава в пръта, има отвор, през който се пръска масло върху стените на буталото и цилиндъра. При сглобяване на мотовилката и буталната група биелата трябва да бъде разположена така, че отворът върху нея и стрелката на буталото да са насочени в една и съща посока.
Биелните пръти (както и буталата) трябва да имат еднаква маса. Масата на горната глава се регулира с толеранс от±2 g, а на долната глава е±3 g. Това се осигурява чрез отстраняване на излишния метал от издатините на горната глава на мотовилката и на капака на долната глава. По този начин общата маса на свързващия прът се регулира до толеранс от±5 g.
Всички двигатели (2108, 21081 и 21083) използват едни и същи биели. Но с мотовилките на стари двигатели (тип 2101-2103) те не са взаимозаменяеми, тъй като са с 15 мм по-къси от тях.
Колянов вал
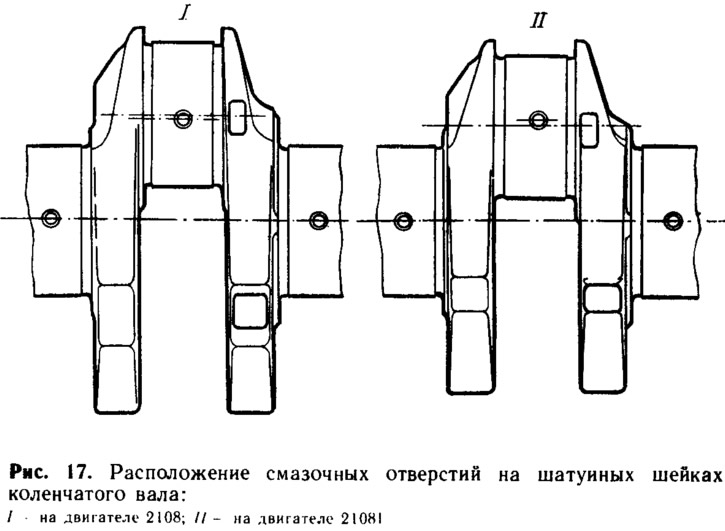
На двигатели 2108 и 21083 са монтирани същите колянови валове. При двигателя 21081, поради по-малкия ход на буталото, се използва друг колянов вал, като разстоянието между осите на мотовилката и главните шийки е намалено с 5,2 мм. Коляновият вал 21081 може да се разпознае по общите му размери и местоположението на отворите за смазване на коляновите щифтове. За колянови валове 21081 тези отвори са изместени с 3,7 mm от оста в посока от главните шийки, а за колянови валове 2108 - с 1,5 mm в другата посока от оста (фиг. 17).
Коляновият вал е основната силова част на двигателя, която възприема действието на налягането на газа и инерционните сили. Излят е от високоякостен специален чугун. За да се намалят деформациите по време на работа на двигателя, валът е направен с пет лагера и с голямо припокриване на главните и свързващите пръти. Високата якост на умора се осигурява от плавни преходи между шийките и бузите и внимателна обработка на натоварените зони. Високата устойчивост на износване на шийките на вала се постига чрез голям диаметър на шийките (поради това се намаляват специфичните натоварвания в лагерите) и повърхностно втвърдяване на шийките чрез високочестотни токове до дълбочина 2...3 мм.
Шините на коляновия вал имат противотежести, отлети в едно цяло с вала. Те балансират центробежните сили, възникващи по време на работа на двигателя, от масите на шийката на мотовилката, както и от части на мотовилката и буталото. Благодарение на това основните лагери се разтоварват от действието на центробежните сили и се намаляват вибрациите на двигателя. Освен това коляновите валове са балансирани за намаляване на вибрациите. Тъй като това балансиране се извършва без маховик, както коляновите валове, така и маховите колела са взаимозаменяеми.
В тялото на коляновия вал са пробити nals, свързващи 1-ви, 2-ри, 4-ти и 5-ти основни шийки с мотовилката. През тези канали се подава масло за смазване на биелните лагери. Технологичните изходи на каналите се затварят с тапи от стоманена капачка, които се пресоват и изковават на три места.
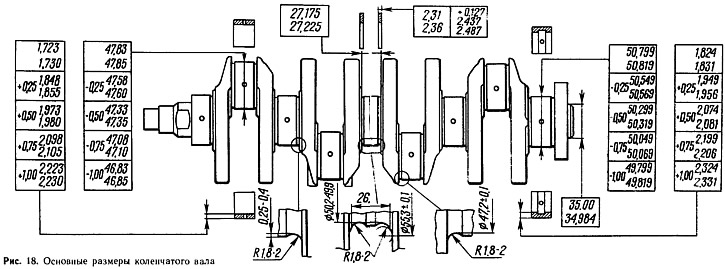
Основните размери на коляновия вал и лагерните черупки са дадени на фиг. 18. Основните и съединителните пръти се обработват с висока степен на честота и точност, тъй като пролуката между шийките и втулките трябва да бъде в рамките на 0,02 ... 0,07 mm за свързващия прът и 0,026 ... 0,073 mm за основните списания, и допустимата междина на износване не трябва да надвишава съответно 0,1 и 0,15 mm.
Възможно е повторно шлифоване на шийките на коляновия вал по време на ремонт с намаляване на диаметъра от 0,25; 0,5; 0,75 и 1 мм. Шинките се шлифоват, ако са износени до диаметър, който е с 0,005 mm по-малък от минималния диаметър за даден размер на коляновия вал, а също и ако овалността на шийките е повече от 0,03 mm или има надрасквания по тях. Диаметрите на ремонтните размери на шийките също са посочени на фиг. осемнадесет.
Предният и задният край на коляновия вал са уплътнени със самонатискащи се гумени уплътнения. Предното маслено уплътнение е притиснато в капака на маслената помпа, а задното е монтирано в държач, който е прикрепен към цилиндровия блок. Две шайби на задвижващ ремък са прикрепени към предния край на коляновия вал. Една шайба (зъбна) служи за задвижване на разпределителния вал и е монтирана на сегментен ключ. Друга макара предава въртене на генератора. Той е монтиран на щифт, натиснат в зъбна шайба и е центриран от цилиндричен ремък. И двете ролки са завинтени. В допълнение, предният край на коляновия вал задвижва задвижващата предавка на маслената помпа, която е фиксирана върху вала с две плоскости.
Вложки
Черупките на основните и биелните лагери на коляновия вал са тънкостенни, биметални, с радиални отвори за преминаване на масло. Изработени са от стоманена лента, покрита със слой от антифрикционна сплав АМО1-20 (79% алуминий, 20% калай и 1% мед) с дебелина 0,4...0,5 mm. Между стоманената основа и сплавта има тънък слой от чист алуминий. Черупките на всеки лагер се състоят от еднакви половини. Те се предпазват от обръщане от издатините, включени в жлебовете на свързващия прът или основния лагер.
Горните черупки на основните лагери имат жлебове по вътрешната повърхност за преминаване на масло към биелните лагери. Долните облицовки от 1988 г. са монтирани без жлеб; Но до 1988 г. те също имаха жлеб и бяха взаимозаменяеми с горните втулки. Биелните лагери се различават от основните лагери по диаметър, дебелина и липса на жлебове по вътрешната повърхност. Горните и долните биелни лагери са взаимозаменяеми.
Лагерните черупки са направени както с нормална дебелина, така и с увеличена (виж фиг. 18) под шийките на коляновия вал, прешлифовани с намаление от 0,25; 0,5; 0,75 и 1 мм.
Натискащи полупръстени
Опорните полупръстени са монтирани в гнездата на цилиндровия блок от двете страни на средния (трети) основен лагер. Те възприемат аксиални натоварвания, действащи върху коляновия вал, и ограничават аксиалното му движение. Полупръстените са направени както с нормална дебелина, така и с увеличена с 0,127 mm (виж фиг. 18). Чрез избора на дебелината на полупръстените се регулира аксиалната свободна игра на коляновия вал, която трябва да бъде в рамките на 0,06 ... 0,26 mm при нов двигател и да не надвишава максимума: допустимо - 0,35 mm при износване.
Предните и задните полухалки са изработени от различни материали. Полупръстенът, монтиран от задната страна на 3-тия лагер, е подложен на повишени натоварвания от страната на съединителя и следователно е изработен от прахообразен материал. Този материал има жълтеникав цвят и се състои от 87...90% мед, 9,5...10,5% калай и 0,5...1% въглерод. Полупръстен, направен чрез пресоване от такъв материал, има порьозност. Той е импрегниран с масло и издържа добре на износване при триене.
Предните полупръстени носят по-малко натоварване и следователно, подобно на облицовките, те са изработени от стомана и алуминий, с дебелина на антифрикционния слой на крайната повърхност от 0,3 ... 0,5 mm. От страната на антифрикционния слой има два вертикални канала за преминаване на маслото. Тази страна на полупръстените (както отпред, така и отзад) трябва да е обърната към натискащите повърхности на коляновия вал.
Маховик
Маховик 12 (виж Фиг. 9) се използва за осигуряване на равномерна работа на двигателя. Той съхранява кинетична енергия по време на работни ходове в цилиндрите и я предава на коляновия механизъм за три други цикъла. Той също така извежда коляновия вал от мъртвите точки. Маховикът е от чугун и има стоманено зъбно колело, което е горещо пресовано върху маховика. Зъбите на короната се закаляват с високочестотни токове, за да се увеличи устойчивостта на износване и здравината.
Маховикът е закрепен към фланеца на коляновия вал с шест самозаключващи се болта, под които е поставена една обща шайба. Той трябва да бъде монтиран така, че маркировката (конусовиден отвор) близо до джантата да е срещу шийката на мотовилката на четвъртия цилиндър. Етикетът се използва за определяне на горната мъртва точка в първия и четвъртия цилиндър. Маховикът е центриран от цилиндрична издатина на коляновия вал.
За да създадете импулси в сензора за TDC, стоманен щифт се притиска в ръба на маховика и за регулиране на времето за запалване има маркировка 2 на външната повърхност на маховика (вижте Фиг. 30).