
Колянов вал
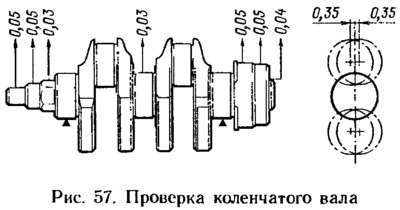
Огледайте коляновия вал. Не се допускат пукнатини навсякъде по коляновия вал. На повърхности, съчетаващи се с работните ръбове на уплътненията, не се допускат драскотини, надрасквания и рискове. Коляновият вал е монтиран с екстремни главни шийки на две призми и биенето се проверява с индикатор на местата, посочени на фиг. 57. Числата на фигурата показват допустимите стойности на биенето и изместването на шийките.
Измерете диаметрите на главните и биелните шейни. Шийните трябва да бъдат шлайфани, ако след монтиране на нови втулки пролуката в който и да е основен лагер надвишава 0,11 mm, а в лагера на мотовилката 0,10 mm, а също и ако овалността на шийките е повече от 0,03 mm и има надрасквания и рискове на тях. Диаметрите на шийките с нормален размер са дадени в раздел . 2. Диаметрите на шийките на ремонтните размери (намалени с 0,25; 0,5; 0,75; 1,00 мм) са равни съответно на основните: 50,569 -0,02 ; 50.319-0.02 ; 50.069-0.02 ; 49.819-0.02 mm, а за мотовилките: 47.60-0.02 ; 47.35-0.02 ; 47.10-0.02 ; 46.85-0.02 мм.
Шлайфайте шийките с намаление до най-близкия ремонтен размер.
Разстоянието между осите на свързващия прът и основните шийки трябва да бъде 35,5+0,025 -0,05 mm (ход на буталото 71+0,05 -0,1 mm), а радиусите на филетата на шийките са в рамките на 1,8–2 mm.
След шлайфане овалността и конусността на шийките на съединителния прът и съединителните пръти трябва да бъдат не повече от 0,005 mm, а изместването на осите на шийките на съединителния прът от равнината, преминаваща през осите на съединителния прът и основните шийки, трябва да бъде в рамките на±0,35 mm (виж Фиг. 57). За да проверите, монтирайте вала с екстремни списания върху призмите и настройте вала така, че оста на шийката на свързващия прът на първия цилиндър да е в хоризонтална равнина, минаваща през осите на главните списания. След това индикаторът проверява изместването във вертикална посока на шийката на мотовилката на 2-ри цилиндър спрямо шийката на мотовилката на 1-ви цилиндър. След шлайфане на шийките ги полирайте с диамантена паста или GOI паста.
След шлайфане и последваща обработка на шийките се отстраняват пробките на маслените канали, след което гнездата на пробките се отбиват с фреза А.94016/10, поставена на шпиндела А.94016. Коляновият вал и неговите канали се измиват добре, за да се отстранят абразивните остатъци и се продухват със сгъстен въздух. С дорник A.86010 се пресоват нови щепсели (предварително смазани с уплътнител UG-6 щепселни гнезда) и всеки се изрязва в три точки с централна щанца.
На първата буза на коляновия вал е отбелязана степента на намаляване на главните и свързващите пръти (например K 0,25; W 0,50).
Вложки
Не могат да се правят корекции на вложките. В случай на надраскване, рискове или разслояване на антифрикционния слой, те се сменят с нови. Ако при проверката на облицовките се окаже, че по-нататъшното им използване е възможно, тогава се проверява пролуката между тях и шийките на коляновия вал.
Хлабината може да се определи чрез изчисление чрез измерване на диаметрите на шийките, леглата под обшивките и дебелината на обшивките. В случай, че празнината надвишава максимално допустимата (0,1 mm за свързващ прът и 0,15 mm за основни шейни), сменете втулките с други с увеличена дебелина след смилане на шийките. Знак за правилното сглобяване и свързване на шийките със съответните втулки е свободното въртене на коляновия вал.
Устойчиви полухалки. Както и на облицовките, не могат да се извършват монтажни операции на половин пръстени. В случай на надраскване, рискове и разслоявания, сменете половинките с нови. Полупръстените също се сменят, ако аксиалната хлабина на коляновия вал надвишава максимално допустимите 0,35 mm. Новите полупръстени се избират с номинална дебелина или увеличени с 0,127 mm, за да се получи аксиална хлабина в диапазона 0,06-0,26 mm.
Аксиалната хлабина на коляновия вал се проверява с помощта на индикатор (вижте раздел " Сглобяване на двигателя").
Маховик
Проверете състоянието на зъбния венец и, ако зъбите са повредени, сменете маховика. На повърхност 1 (Фиг. 58) на маховика в близост до фланеца на коляновия вал и на повърхност 3 под диска на съединителя не се допускат драскотини и надрасквания. Неравнинността на повърхността 3 трябва да бъде не повече от 0,05 mm.
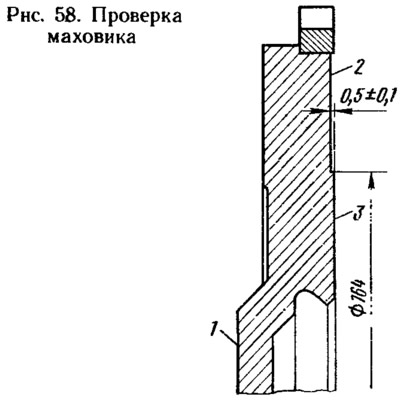
Драскотините и надраскванията по повърхността 3 се отстраняват чрез жлеб, като се отстранява метален слой с дебелина не повече от 1 мм. В същото време повърхност 2 също се обработва, без да се засяга зъбният венец и се запазва размерът (0,5±0,1) mm. При завъртане е необходимо да се осигури паралелността на повърхности 2 и 3 спрямо повърхност 1. Допустимият непаралелизъм е не повече от 0,1 mm.
Монтирайте маховика върху дорника, като го центрирате по протежение на монтажния отвор с акцент върху повърхността 1 и проверете изтичането на равнини 2 и 3. В крайните точки на тези равнини индикаторът не трябва да показва изтичания, надвишаващи 0,1 mm.