
Галоўка цыліндраў
Перад праверкай усталёўваюць галоўку цыліндраў на падстаўку ў выглядзе металічнай ці драўлянай рамкі, выдаляюць нагар са сценак камер згарання і з паверхні выпускных каналаў звычайнай металічнай шчоткай ці прыводнай у кручэнне электрычным дрылём. Чысцяць і аглядаюць впускные каналы і каналы падводу алею да рычагоў прывада клапанаў.
Калі назіраліся выпадкі траплення астуджальнай вадкасці ў алей, то правяраюць герметычнасць галоўкі цыліндраў, для чаго ўсталёўваюць на галоўцы заглушкі, якія ўваходзяць у камплект прынады А.60344, і нагнятаюць помпай ваду ўнутр галоўкі пад ціскам 5 кгс·м. На працягу 2 мін не павінна назірацца цечы вады з галоўкі цыліндраў рухавіка.
Можна правяраць галоўку цыліндраў сціснутым паветрам, для чаго ўсталёўваюць на галоўцы цыліндраў дэталі, якія ўваходзяць у камплект прынады А.60334, апускаюць яе ў ванну з вадой, нагрэтай да 60-80°З, і даюць ёй прагрэцца на працягу 5 мін. Падаюць унутр галоўкі сціснутае паветра пад ціскам 1,5-2 кгс/см2. На працягу 1-1,5 мін не павінна назірацца выхаду паветра з галоўкі.
Пры выяўленні расколін галоўку цыліндраў замяняюць.
Сядла клапанаў
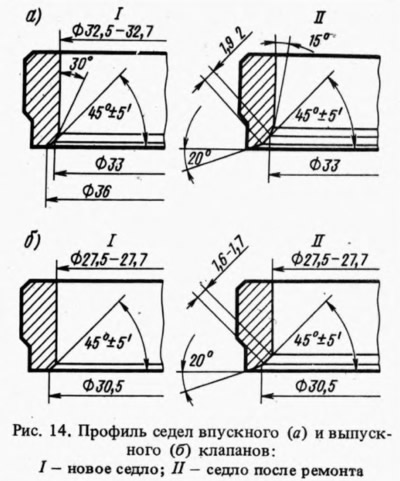
Сядла (мал. 14) не павінны мець на працоўных фасках (зоне кантакту з клапанамі) кропкавых ракавін, карозіі і іншых пашкоджанняў. Невялікія пашкоджанні на паверхні працоўных фасак ухіляюць шліфаваннем з дапамогай шліфавальнай машынкі або ўручную.
Для шліфавання ўсталёўваюць галоўку цыліндраў на падстаўку ва ўвде металічнай або драўлянай рамкі і ўстаўляюць у накіроўвалую ўтулку клапана стрыжань А.94059 (маюцца два стрыжня рознага дыяметра: А.94059/1 для накіроўвалых утулак впускных клапанаў і А.94059/2 для ў). Выдаляюць з фасак сёдлаў нагар і наклеп зенкерамі А.94031 і А.94092 для сёдлаў выпускных клапанаў і зенкерамі А.94003 і А.94101 для сёдлаў впускных клапанаў. Зенкера апранаюцца на апраўку А.94058 і цэнтруюцца накіроўвалымі стрыжнямі А,94059.
Пасля ачысткі фасак апранаюць на стрыжань А.94059 спружыну А.94059/5, усталёўваюць на апраўку А.94069 канічны круг А.94078 для сёдлаў выпускных клапанаў або круг А.94100 для сёдлаў впускных клапанаў, замацоўваюць апраўку ў шліфаў. здымаючы пры гэтым як мага менш металу.
У момант судотыку круга з сядлом машынка павінна быць выключанай, інакш паўстане вібрацыя і фаска будзе няправільнай. Рэкамендуецца часцей кіраваць круг дыяментам.
Пасля шліфавання шырыню працоўнай фаскі даводзяць да значэнняў, паказаных на мал, 14. Для даводкі фаскі сядла выпускнога клапана апранаюць на апраўку А.94058 зенкер А.94031 (кут 20°), затым апранаюць апраўку з зенкерам на накіроўвалы стрыжань А9. сядло да 30,5 мм. Затым зенкерам А.94092 даводзяць шырыню фаскі да 1,6-1,7 мм (гл. Мал. 14, б).
Для даводкі фаскі сядла впускного клапана апранаюць на апраўку А.94058 зенкер А.94003 і зенкуют сядло да 33 мм (гл. мал. 14,а), затым апранаюць на апраўку зенкер А. 94101 і даводзяць шырыню працоўны 1,9-2 мм.
Калі шліфаваннем не атрымоўваецца ўхіліць пашкоджанні на працоўнай фаску сядла, то галоўку цыліндраў замяняюць.
Клапаны
Перад праверкай клапанаў выдаляюць з іх нагар звычайнай шчоткай ці на паліравальнай станку з якія верцяцца шчоткамі, пасля чаго правяраюць: ці не дэфармаваны стрыжань, ці няма расколін на талерцы, ці не занадта зношаная і не пашкоджаная працоўная фаска. Пры наяўнасці дэфармацыі стрыжня і расколін талеркі клапан замяняюць. Калі ж маюцца невялікія пашкоджанні працоўнай фаскі клапана, то яе шліфуюць на шліфавальным станку, вытрымоўваючы кут фаскі, роўны 45°30'±5', і сочачы, каб таўшчыня цыліндрычнай часткі талеркі клапана пасля шліфавання не была менш 0,5 мм і каб у выпускнога клапана не аказаўся знятым пласт цвёрдага сплаву, наплаўлены на фаску.
Накіроўвалыя ўтулкі клапанаў
Пры праверцы накіроўвалых утулак клапанаў правяраюць зазор паміж імі і стрыжнямі клапанаў, вымераўшы дыяметр стрыжня клапана і адтуліна накіроўвалай утулкі. Зазор павінен адпавядаць дадзеным табл. 2, Калі ён больш дапушчальнага, клапан замяняюць. Калі празмерны зазор паміж накіроўвалай утулкай і стрыжнем клапана не можа быць ухілены толькі заменай клапана, замяняюць і накіроўвалую ўтулку. Для гэтай аперацыі варта карыстацца апраўкай A.60153/R 1. Запрасоўваюць накіравальныя ўтулкі з надзетым стопорным кольцам да ўпора кольца ў плоскасць галоўкі цыліндраў. Для замены двух накіроўвалых утулак впускного і выпускнога клапанаў 1-го і 4-го цыліндраў адкручваюць дзве шпількі мацавання корпуса падшыпнікаў размеркавальнага вала, бо яны мяшаюць усталёўцы апраўкі.
Пасля ўсталёўкі накіравальных утулак разгортваюць адтуліны ў іх разгорткамі (А.90310/1 для ўтулак впускных клапанаў і А.90310/2 для ўтулак выпускных клапанаў). Затым шліфуюць сядло клапана і даводзяць шырыню працоўнай фаскі да неабходных памераў, як паказана вышэй.
Маслаадбівальныя каўпачкі накіроўвалых утулак
У каўпачкоў не дапушчаюцца адпластаванне гумы ад арматуры, расколіны і празмерны знос працоўнага беражка. Пры рамонце рухавіка маслоотражательные каўпачкі рэкамендуецца заўсёды замяняць новымі.
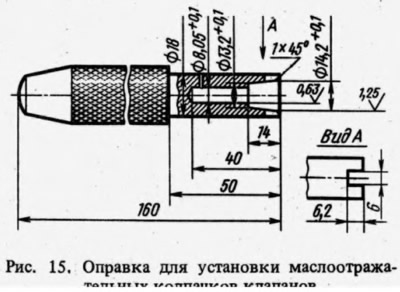
Замяняць пашкоджаныя маслоотражательные каўпачкі рэкамендуецца на знятай галоўцы цыліндраў, каб не пагнуць стрыжні клапанаў. Для напрасоўкі каўпачкоў карыстаюцца апраўкай 41.7853.4016 (мал. 15).
Рычагі клапанаў
У рычагоў клапанаў правяраюць стан працоўных паверхняў, датыкальных са стрыжнем клапана, з кулачком размеркавальнага вала і са сферычным канцом рэгулявальнага ніта. Калі на іх маюцца задзіракі або рыскі, то рычаг замяняюць новым. Калі выяўленая дэфармацыя ці іншыя пашкоджанні на ўтулцы рэгулявальнага ніта ці на самім ніце, то пашкоджаныя дэталі таксама замяняюць.
Спружыны клапанаў і рычагоў клапанаў
Спружыны правяраюць на пругкасць і наяўнасць расколін. Пругкасць спружын клапанаў правяраецца па даўжыні спружыны ў вольным стане (39,2 мм - унутраная і 50 мм - вонкавая) і пад нагрузкай: 13,9 кгс і (28,1±1,4) кгс для ўнутранай (пры гэтым даўжыня павінна быць адпаведна роўна 29,7 і 20 мм); 28,92,3 -1,5 кгс і (46,1±2,3) кгс для вонкавай (пры гэтым даўжыня адпаведна роўная 33,7 і 24 мм).
Дадзеныя для праверкі спружын рычагоў клапанаў наступныя. Даўжыня спружыны ў вольным стане 35 мм, а пад нагрузкай 5,2-7,5 кгс - 43 мм.
Пракладка галоўкі цыліндраў
Паверхні пракладкі павінны быць роўнымі, без увагнутасцяў, расколін, уздуццяў і заломаў. Адпластаванне обкладочного матэрыялу ад арматуры не дапушчаецца. На акантоўцы адтулін не павінна быць расколін, прагараў і адпластаванняў.
Заўвагі
1. Ступеністая апраўка дыяметрам і даўжынёй адпаведна 12,5 і 58 мм. Дыяметр цэнтравальнага хваставік 7,75 мм.