
Выпрэсоўка накіравальных утулак
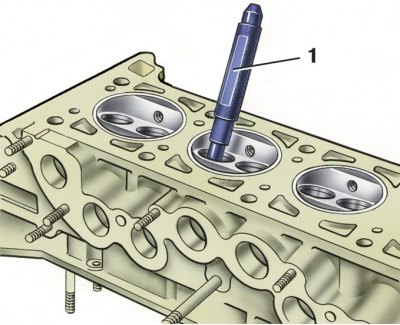
1 – апраўка А.60153/Я
Праверце зазор паміж накіроўвалымі ўтулкамі і стрыжнем клапана, вымераўшы дыяметр стрыжня клапана і адтуліна накіроўвалай утулкі. Разліковы зазор для новых утулак: 0,022-0,055 мм - для впускных клапанаў і 0,029-0,062 мм - для выпускных клапанаў; максімальна дапушчальны лімітавы зазор (пры зносе) 0,15 мм.
Калі павялічаны зазор паміж накіроўвалай утулкай і клапанам не можа быць ухілены заменай клапана, заменіце ўтулкі клапанаў, карыстаючыся апраўкай А.60153/R.
Для замены двух накіроўвалых утулак впускнога і выпускнога клапанаў цыліндраў N1 і N4 адкруціце дзве шпількі мацавання корпуса падшыпнікаў размеркавальнага вала, бо яны мяшаюць усталёўцы апраўкі.
Запрасоўвайце накіравальныя ўтулкі з надзетым стопарным кольцам да ўпора кольца ў плоскасць галоўкі цыліндраў.
Пасля запрэсоўкі разгарніце адтуліны ў накіроўвалых утулках разгорткамі А.90310/1 (для ўтулак впускных клапанаў) і А.90310/2 (для ўтулак выпускных клапанаў). Затым прашліфуйце сядло клапана і давядзіце шырыню працоўнай фаскі да патрэбных памераў, як паказана вышэй.