
Усталяваўшы рэдуктар на варштаце, ключом "на 10" адварочваем два ніта мацавання стопарных пласцін гаек падшыпнікаў дыферэнцыяла і здымаем пласціны.

Кернам наносім пазнакі на пасцелі і якое адпавядае вечку падшыпніка, каб пры зборцы ўсталяваць вечкі на свае месцы.

Ключом "на 14" адварочваем ніты мацавання вечкаў падшыпнікаў.

Вымаем з корпуса дыферэнцыяла вонкавыя кольцы падшыпнікаў і рэгулявальныя гайкі.
Калі падшыпнікі не змяняем, то пазначаем вонкавыя кольцы, каб не пераблытаць іх месцамі пры ўсталёўцы, т.я. падшыпнікі індывідуальна прыпрацаваліся і разукамплектоўваць іх непажадана.

Правяраем адсутнасць радыяльных люфт ў шасцярнях паўвосяў.

Здымнікам спрасоўваем унутраныя кольцы канічных падшыпнікаў.
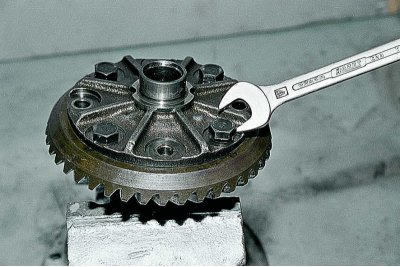
Ключом на 17 адварочваем восем нітаў мацавання вядзёнай шасцярні да корпуса дыферэнцыяла і здымаем яе.

Бародкам выбіваем вось сатэлітаў.

Пракручваем шасцярні паўвосяў і вымаем шасцярні-сатэліты.

Вымаем шасцярні паўвосяў з рэгулявальнымі шайбамі, пазначыўшы іх становішча.

Вымаем з картэра вядучую шасцярню і дэфармаваную распорную ўтулку. Пры зборцы рэдуктара заменны яе на новую.

Выбівачкай з мяккага металу збіваем унутранае кольца канічнага падшыпніка з вала вядучай шасцярні.

Пад падшыпнікам усталявана рэгулявальнае кольца, якое забяспечвае правільнае ўзаемнае размяшчэнне шасцерняў галоўнай перадачы.

Падыходнай прыладай выбіваем вонкавыя кольцы канічных падшыпнікаў з картара.
Дэталі рэдуктара старанна прамываем у газе і ўважліва аглядаем. Пры пашкоджанні хаця б аднаго зуба (выфарбоўванне, хвалі, рыскі, задзіракі на працоўных паверхнях) заменны шасцярні новымі.
Грані паміж вяршынямі і працоўнымі паверхнямі зуб'яў вядзёнай шасцярні павінны быць вострымі. Калі бачныя найменшыя забоіны ці закругленні – галоўную пару заменны новай.
Нязначныя пашкоджанні восі сатэлітаў, шыек шасцерняў паўвосяў і іх пасадачных адтулін ухіляем дробнай скуркай з наступнай паліроўкай.
Пры зборцы абшэўку, гайку фланца і распорную ўтулку заменны новымі.
Калі зборка рэдуктара будзе вырабляцца ў ранейшым картэры, тая змена таўшчыні рэгулявальнага кольца вядучай шасцярні можна разлічыць як розніцу ў адхіленнях памераў выраба старой і новай шасцерняў. Адхіленне ў памеры са знакам "" або "-" у сотых долях міліметра выгравіравана на вале вядучай шасцярні.
Напрыклад, на старой шасцярні выгравіравана –12, а на новай 4. Розніца дзвюх паправак складзе 4–(–12)=16. Значыць, новае рэгулявальнае кольца павінна быць на 0,16 мм танчэй старога. Пры зваротных суадносінах паправак (на старой 4, а на новай -12) кольца павінна быць на 0,16 мм тоўшчы старога.
Для больш дакладнага вызначэння таўшчыні рэгулявальнага кольца вырабляем прынаду са старой вядучай шасцярні.

Привариваем пласціну даўжынёй 80 мм і тарцуем яе ў памер 50-0,02 мм адносна плоскасці пад падшыпнік. На канічнай частцы вала выгравіраваны завадскі нумар і адхіленне ў памеры.
Пасадкавыя месцы пад падшыпнікамі абточваем (можна апрацаваць дробнай скуркай) да слізгальнай пасадкі.
Запрасоўваем вонкавыя кольцы пярэдняга і задняга падшыпнікаў у картэр.
На вырабленае прыстасаванне ўсталёўваны ўнутранае кольца задняга падшыпніка і ўстаўляемы прынада ў картэр. Усталёўваны ўнутранае кольца пярэдняга падшыпніка, фланец вядучай шасцярні і зацягваем гайку момантам 0,8–1,0 кгс·м.
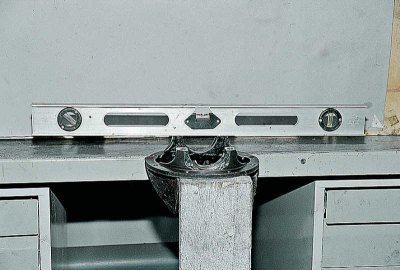
Выстаўляем картэр у гарызантальнае становішча па ўзроўні.

У ложку падшыпнікаў кладзем круглы роўны стрыжань (падаўжальнікам з набору кантавых галовак) і плоскім мацам вызначаем велічыню зазору паміж ім і пласцінай прынады.
Таўшчыню рэгулявальнага кольца вызначаем як розніцу паміж велічынёй зазору і адхіленнем памеру новай шасцярні (з улікам знака).
Напрыклад, велічыня зазору складае 2,8 мм, а адхіленне памеру шасцярні -15. Значыць неабходна ўсталяваць рэгулявальнае кольца таўшчынёй 2,8–(–0,15)=2,95 мм.

Усталёўваны рэгулявальнае кольца патрабаванай таўшчыні на вал і з дапамогай адрэзка трубы падыходнага памеру напрессовываем унутранае кольца падшыпніка.
Устаўляемы вал у картэр. Усталёўваны новую распорную ўтулку, унутранае кольца пярэдняга падшыпніка, абшэўку і фланец вядучай шасцярні.
Паступова зацягваем гайку дынамаметрычным ключом да моманту 12 кгс·м.

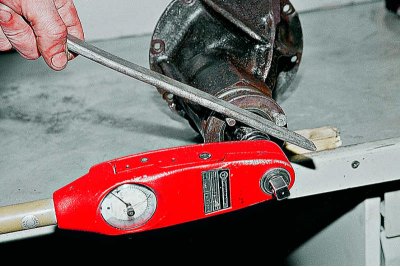
Вызначаем момант пракручвання вала вядучай шасцярні.
Для гэтага на шыйку фланца шчыльна намотваем у некалькі абарачэнняў трывалую нітку і які мацуецца да яе дынамометр. Высілак, пры якім фланец пачне раўнамерна пракручвацца, павінна складаць 7,6–9,5 кгс (што адпавядае крутоўнаму моманту 16–20 кгс·гл) (для новых падшыпнікаў). Калі намаганне недастаткова - дацягваем гайку фланца. Пры гэтым момант зацяжкі не павінен перавысіць 26 кгс·м.
Калі пры зацягванні гайкі момант проворачивания перавысіў 20 кгс·гл (9,5 кгс), разбіраны рэдуктар і заменны распорную ўтулку.

Усталёўваны корпус дыферэнцыяла разам з падшыпнікамі ў картэр і зацягваем ніты вечкаў падшыпнікаў.
Калі быў выяўлены восевы люфт у шасцярнях паўвосяў, то пры зборцы ўсталёўваны новыя, таўсцейшыя апорныя рэгулявальныя кольцы. Паўвосевыя шасцярні павінны ўстаць у корпус дыферэнцыяла шчыльна, але пракручвацца ад рукі.

З сталёвага ліста таўшчынёй 2,5-3 мм вырабляем ключ для зацяжкі рэгулявальных гаек.
Рэгулёўку зазору ў галоўнай пары і папярэдні нацяг падшыпнікаў дыферэнцыяла праводжаны адначасова, у некалькі этапаў:
заварочваем гайку са боку вядзёнай шасцярні да поўнага ўхілення зазору ў зачапленні;
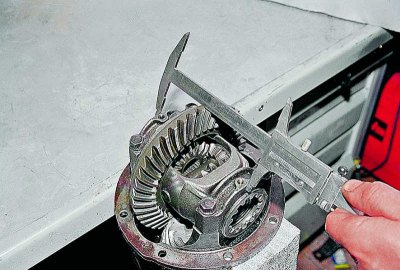
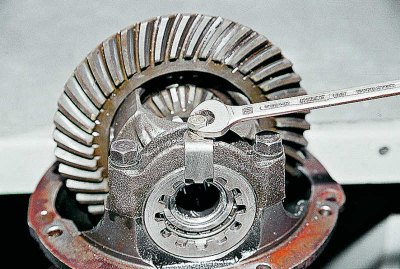
Штангенцыркулем вымяраем адлегласць паміж вечкамі;
заварочваем другую гайку да ўпора і дацягваем яе на 1–2 зуба гайкі. Адлегласць паміж вечкамі павінна павялічыцца прыблізна на 0,1 мм;
кручэннем першай гайкі выстаўляем патрабаваны зазор у зачапленні 0,08-0,13 мм. Гэта мінімальна адчувальны пальцамі люфт у зачапленні, які суправаджаецца лёгкім стукам зуба аб зуб;
рукой кантралюем сталасць велічыні зазору ў зачапленні і паступова зацягваем абедзве гайкі датуль, пакуль адлегласць паміж вечкамі не павялічыцца на 0,2 мм. Гэта забяспечыць неабходны нацяг падшыпнікаў.

Павольна пракручваем вядзёную шасцярню на тры абарачэння і адначасова прамацваем люфт у зачапленні кожнай пары зуб'яў.
Калі ён раўнамерны ва ўсіх палажэннях шасцерняў, то ўсталёўваны стопорные пласціны. Памяншэнне (павелічэнне) люфту ў якім-небудзь сектары кажа аб дэфармацыі корпуса дыферэнцыяла і неабходнасці яго замены ці тарцаванні на такарным станку.
Стопорные пласціны бываюць двух тыпаў: з адной ці з двума лапкамі.
У залежнасці ад становішча прарэзы гайкі ўсталёўваны адну з іх.