
Каленчаты вал
Аглядаюць каленчаты вал. Расколіны ў любым месцы каленчатага вала не дапушчаюцца. На паверхнях, спалучаных з працоўнымі беражкамі сальнікаў, не дапушчаюцца драпіны, забоіны і рыскі. Усталёўваюць каленчаты вал крайнімі карэннымі шыйкамі на дзве прызмы і правяраюць індыкатарам біццё ў месцах, паказаных на мал. 44. Лічбамі на малюнку паказаны дапушчальныя біцці і зрушэнні шыек.
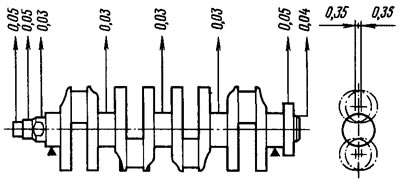
Мал. 44. Праверка каленчатага вала
Вымяраюць дыяметры карэнных і шатунных шыек. Шыйкі варта шліфаваць пры зносе да дыяметра на 0,005 мм меншага мінімальнага для дадзенага памеру каленчатага вала, а таксама калі авальнасьць шыек больш 0,03 мм або на іх ёсць задзіракі і рыскі. Дыяметры шыек нармальнага памеру дадзены ў табл. 1. Дыяметры шыек рамонтных памераў (паменшаныя на 0,25; 0,5; 0,75; 1,00 мм) роўныя адпаведна ў карэнных: 50,569-0.02 ; 50,319-0.02 ; 50,069-0.02 ; 49,819-0.02 мм; а у шатунных: 47,60-0.02 ; 47,35-0.02 ; 47,10-0.02 ; 46,85-0.02 мм.
Шліфуюць шыйкі з памяншэннем да бліжэйшага рамонтнага памеру. Адлегласць паміж восямі шатун і карэнных шыек павінна быць 35,5+0.025 -0.05 мм (ход поршня 71+0.05 -0.10 мм), а радыусы галтэлі шыек 1,8-2,0 мм.
Пасля шліфавання овальность і конусападобнасць карэнных і шатунных шыек павінны быць не больш за 0,005 мм, а зрушэнне восяў шатунных шыек ад плоскасці, якая праходзіць праз восі шатунных і карэнных шыек, павінна быць±0,35 мм (гл. Мал. 44). Для праверкі ўсталёўваюць вал крайнімі шыйкамі на прызмы і выстаўляюць вал так, каб вось шатун шыйкі 1-га цыліндру знаходзілася ў гарызантальнай плоскасці, якая праходзіць праз восі карэнных шыек. Затым індыкатарам правяраюць зрушэнне ў вертыкальным кірунку шатунных шыек 2-га, 3-га і 4-га цыліндраў адносна шатуннай шыйкі 1-га цыліндру. Прашліфаваўшы шыйкі, паліруюць іх з дапамогай алмазнай пасты або пасты ГОИ.
Пасля шліфавання і наступнай даводкі шыек выдаляюць заглушкі алейных каналаў, а затым праганяюць гнёзды* заглушак фрэзай А.94016/10, надзетай на шпіндзель А.94016. Дбайна прамываюць каленчаты вал і яго каналы для выдалення рэштак абразіва і прадзьмухваюць сціснутым паветрам. Апраўкай А.86010 запрасоўваюць новыя заглушкі і зачеканивают кожную ў трох кропках кернерам.
* Дыяметр гнёздаў пад заглушкі ∅10-0.036 мм.
На першай шчацэ каленчатага вала маркіруюць велічыню памяншэння карэнных і шатунных шыек (напрыклад, Да 0,25; Ш 0,50).
Укладышы
На ўкладышах нельга вырабляць ніякіх подгоночных аперацый. Пры задзірах, рызыках ці адслаеннях антыфрыкцыйнага пласта іх замяняюць новымі. Калі пры праверцы ўкладышаў апынецца магчымым іх наступнае выкарыстанне, то правяраюць зазор паміж імі і шыйкамі каленчатага вала.
Зазор можна вызначыць разлікам, вымераўшы дыяметры шыек, пасцеляў пад укладышы і таўшчыню ўкладышаў. У тым выпадку, калі зазор перавышае максімальна дапушчальны (0,1 мм для шатун і 0,15 мм для карэнных шыек), замяняюць укладышы іншымі з павялічанай таўшчынёй пасля шліфавання шыек. Прыкметай правільнасці зборкі і спалучэнні шыек з адпаведнымі ўкладышамі з'яўляецца свабоднае кручэнне каленчатага вала.
Упартыя паўкола
Гэтак жа, як і на ўкладышах, на паўколах нельга вырабляць ніякіх подгоночных аперацый. Пры задзірах, рызыках і адслаеннях замяняюць паўкола новымі. Паўкольцы замяняюць таксама, калі восевы зазор каленчатага вала перавышае максімальна дапушчальны - 0,35 мм. Новыя паўкола падбіраюць намінальнай таўшчыні або павялічанай на 0,127 мм, каб атрымаць восевы зазор 0,06-0,26 мм.
Восевы зазор каленчатага вала правяраецца з дапамогай індыкатара, як паказана на мал. 31.
Махавік
Правяраюць стан зубчастага вянка і ў выпадку пашкоджання зуб'яў махавік замяняюць. На паверхні 1 (мал. 45) махавіка, прылеглай да фланца каленчатага вала, і на паверхні 3 пад вядзёная кружэлка счаплення не дапушчаюцца драпіны і задзіракі. Неплоскостность паверхні 3 павінна быць не больш за 0,06 мм.
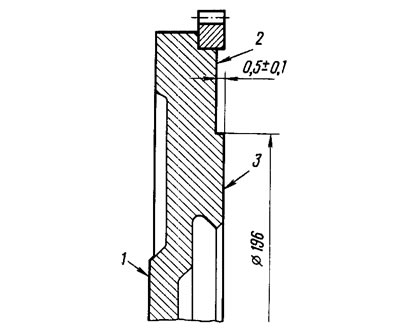
Мал. 45. Праверка махавік
Драпіны і задзіракі на паверхні 3 выдаляюць проточкой, здымаючы пласт металу таўшчынёй не больш за 1 мм. Пры гэтым праточваюць таксама і паверхня 2, не закранаючы зубчасты вобад і вытрымліваючы памер (0,5±0,1) мм. Пры праточцы неабходна забяспечыць паралельнасць паверхняў 2 і 3 адносна паверхні 1. Дапушчальная непаралельнасць не больш за 0,1 мм.
Усталёўваюць махавік на апраўку, цэнтравуючы яго па пасадачнай адтуліне з упорам на паверхню 1, і правяраюць біццё плоскасцей 2 і 3. У месцах, паказаных стрэлкамі на мал. 45, індыкатар не павінен паказваць біццяў, якія перавышаюць 0,1 мм.
Пры замене махавік балансаваць яго не патрабуецца.