
Блок цыліндраў
Усе цыліндры рухавіка разам з верхняй часткай картэра аб'яднаны ў агульны вузел - блок цыліндраў, адліты з адмысловага высокатрывалага чыгуну. Такая канструкцыя дазваляе пры параўнальна невялікай масе атрымаць высокую калянасць і трываласць, бо высілак ад ціску газаў у асобным цыліндры ўспрымаецца ўсім перасекам блока цыліндраў. Ён добра супрацьстаіць дзеянню інэрцыйных сіл і момантаў, якія ўзнікаюць ад рухомых дэталяў кривошипно-шатун механізму. Для павелічэння калянасці блок цыліндраў мае пяць перагародак з рэбрамі і павялічаную таўшчыню верхняй пліты, да якой мацуецца галоўка цыліндраў.
Цыліндры размешчаны ў блоку вертыкальна, у шэраг. Яны не маюць якіх-небудзь устаўных гільзаў і развострываюцца непасрэдна ў блоку цыліндраў. Для атрымання высокай ступені чысціні паверхні сценкі цыліндраў хонінгуюцца.
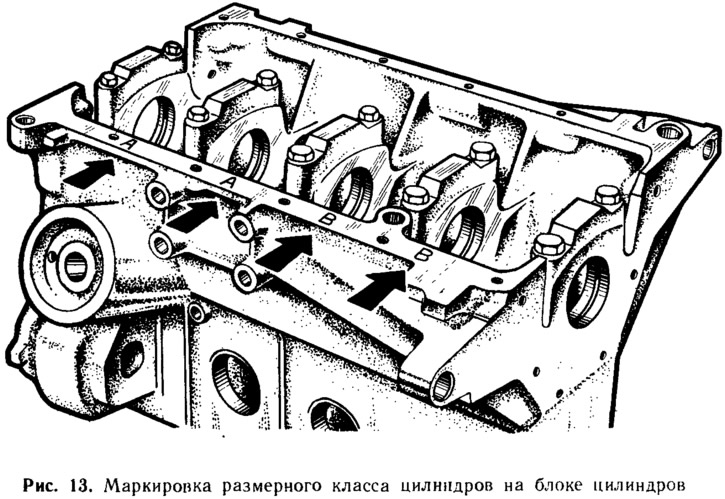
Для звычайнай працы рухавіка зазор паміж поршнем і цыліндрам павінен быць у вызначаных межах: 0,025...0,045 мм на новым рухавіку і не перавышаць 0,15 мм у зношаных поршняў і цыліндраў. Каб аблегчыць пры зборцы рухавіка атрыманне такога зазору, дыяметры цыліндраў і поршняў разбітыя праз 0,01 мм на пяць класаў, якія абазначаюцца лацінскімі літарамі А, У, С, D, Е (мал. 12). Пры зборцы рухавіка ў цыліндры вызначанага класа ўстаўляюцца поршні таго ж класа, што гарантуе атрыманне зададзенай велічыні зазору. Клас (літара) дыяметра цыліндру таўруецца на ніжняй плоскасці блока цыліндраў супраць кожнага цыліндру (мал. 13).
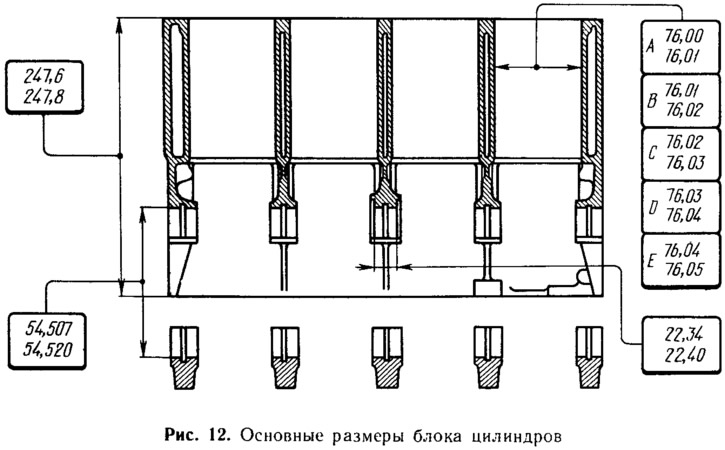
Асноўныя памеры блока цыліндраў рухавіка 2108 прыведзены на мал. 12. Блок цыліндраў рухавіка 21081 адрозніваецца ад 2108 меншай вышынёй - 242...242,2 мм, а блок цыліндраў 21083 у параўнанні з 2108 мае большы дыяметр цыліндраў:
- А - 82,00...82,01 мм
- У - 82,01...82,02 мм
- З - 82,02...82,03 мм
- D - 82,03...82,04 мм
- Е - 82.04...82,05 мм
Нумар мадэлі рухавіка адліваецца ў верхняй частцы блока цыліндраў з левага боку.
Блок цыліндраў - дарагая дэталь. Таму, каб падоўжыць тэрмін яго службы, прадугледжана магчымасць рамонту цыліндраў. Таўшчыня сценак дазваляе расточваць і хонинговать цыліндры пад рамонтныя памеры поршняў, павялічаныя на 0,4 і 0,8 мм. Расточванне вырабляецца ў тым выпадку, калі знос цыліндраў перавышае 0.15 мм ці калі на іх сценках маюцца задзіракі.
У ніжняй частцы блока цыліндраў размешчаны пяць апор карэнных падшыпнікаў каленчатага вала, на якія ўкладваюцца танкасценныя сталеалюмініевыя ўкладышы. Адтуліны апор выкананы напалову ў блоку цыліндраў, а напалову - вечках падшыпнікаў. Кожнае вечка прымацоўваецца да блока цыліндраў двума самоконтрящимися нітамі. Каб забяспечыць высокую дакладнасць, адтуліны ў апорах канчаткова апрацоўваюцца сумесна з вечкамі падшыпнікаў. Таму вечкі неўзаемазаменныя: іх нельга мяняць месцамі і перастаўляць з аднаго блока цыліндраў на іншы. Для адрознення вечкаў карэнных падшыпнікаў на іх вонкавым боку маецца маркіроўка ў выглядзе рысак (мал. 14).

Пры зборцы рухавіка вечка падшыпнікаў неабходна ўсталёўваць у строга вызначаным становішчы: у такім, у якім яны знаходзіліся ў блоку цыліндраў пры апрацоўцы адтулін у апорах. Таму, каб выпадкова не перавярнуць вечкі, яны выкананы несіметрычнымі. У адносінах да бакавіц вечка вось паўадтуліны ў ёй зрушаная на 1 мм налева. У правільна ўсталяваных вечкаў пазнакі павінны быць з левага боку рухавіка (бок, дзе размешчаны генератар і стартар).
Уздоўж правага боку блока цыліндраў прасвідраваны магістральны канал сістэмы змазкі. Ад яго адыходзіць пяць нахільных каналаў да карэнных падшыпнікаў каленчатага вала і вертыкальны канал для падачы алею ўверх, да размеркавальнага вала. З правага пярэдняга боку блока цыліндраў маецца фланец для ўсталёўкі алейнага фільтра. Ад фланца ідуць каналы да магістральнага канала сістэмы змазкі і да алейнай помпы, які мацуецца да пярэдняга тарца блока цыліндраў. З левага боку на блоку размешчаны прыліў з адтулінай для штуцэра, да якога далучаецца шланг адсмоктвання картэрных газаў. У гэты штуцэр устаўляецца таксама паказальнік узроўня алею.
Кашуля астуджэння блока цыліндраў - агульная для ўсіх цыліндраў. Пратокі для астуджальнай вадкасці зроблены па ўсёй вышыні цыліндраў, што паляпшае астуджэнне поршняў і поршневых кольцаў і памяншае дэфармацыі блока ад нераўнамернага нагрэву. Каб замацаваць стрыжні кашулі астуджэння пры адліўцы блока цыліндраў, у яго вонкавых сценках маецца шэсць адтулін, якія потым зачыняюцца сталёвымі чашападобнымі заглушкамі. Кашуля астуджэння непасрэдна (без прамежкавых трубаправодаў) злучаная з помпай астуджальнай вадкасці, размешчаным у прыліве ў правай частцы блока цыліндраў. Кашулі астуджэнні блока і галоўкі цыліндраў паведамляюцца праз адтуліны ў верхняй плоскасці блока цыліндраў.
З левага боку на блоку цыліндраў маюцца прылівы з адтулінамі для мацавання генератара і кранштэйна перадпакоя падвескі сілавога агрэгата. З правага боку, акрамя фланца пад алейны фільтр, знаходзіцца яшчэ фланец з чатырма адтулінамі для мацавання блока цыліндраў на зборачным стэндзе. У задняй частцы блока цыліндраў размешчаны два кранштэйны, узмоцненыя рэбрамі, для мацавання картэра счаплення. Для цэнтравання блока цыліндраў з картэрам счаплення ў адтуліны кранштэйнаў устаўляюцца дзве ўсталявальныя ўтулкі.
Поршань
Поршань - адна з самых напружаных дэталяў рухавіка. Ён успрымае ціск газаў і праз поршневай палец і шатун перадае яго на каленчаты вал. Адліваецца поршань з высокатрывалага алюмініевага сплава. Ён лёгкі і добра адводзіць цеплыню да сценак цыліндру. Але алюміній мае высокі тэмпературны каэфіцыент лінейнага пашырэння. Таму, каб паменшыць цеплавое пашырэнне поршня ад нагрэву гарачымі газамі і выключыць небяспеку яго закліноўвання ў цыліндры, у галоўцы поршня над адтулінай для пальца залітая термокомпенсационная сталёвая пласціна.
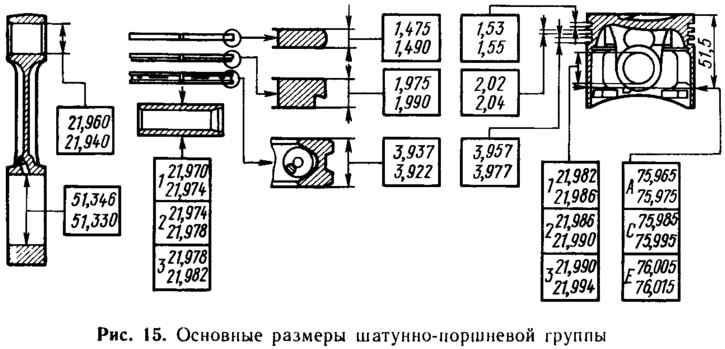
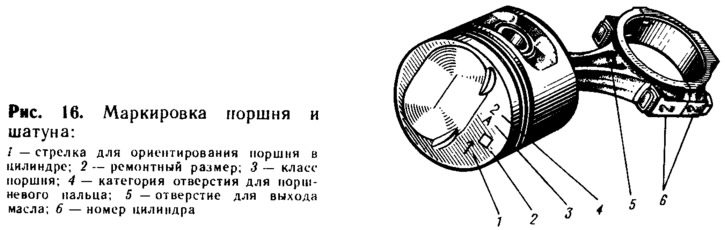
Асноўныя памеры поршня, шатуна, поршневага пальца і поршневых кольцаў рухавіка 2108 дадзены на мал. 15. Гэтак жа як і цыліндры рухавіка, поршні па вонкавым дыяметры сартуюцца на пяць класаў: А, У, З, D і Е. Розніца ў дыяметрах поршні суседніх класаў складае 0,01 мм. Клас поршня (літара) таўруецца на яго дно (мал. 16).
Рухавікі 2108 і 21081 маюць аднолькавыя поршні, а на рухавіку 21083 усталёўваюцца поршні і кольцы з павялічаным на 6 мм вонкавым дыяметрам. Нумар поршня адліваецца на ўнутраным боку яго спадніцы.
Вымяраць дыяметр поршня для вызначэння яго класа можна толькі ў адным месцы: у плоскасці, перпендыкулярнай поршневым пальцу, на адлегласці 51,5 мм ад дна. У астатніх месцах дыяметр поршня не з'яўляецца намінальным, бо вонкавая паверхня поршня мае складаную форму. У папярочным перасеку яна авальная (авальнасць галоўкі поршня да 0,1 мм, а спадніцы - да 0,55 мм), прычым меншая вось авала супадае з воссю поршневага пальца. Па вышыні і спадніца і галоўка поршня маюць канічную форму і, акрамя таго, дыяметр галоўкі на 0,5 мм менш дыяметра спадніцы. Такая форма дазваляе кампенсаваць нераўнамернае пашырэнне поршня пры награванні памяншэннем яго конуснасці і овальности.
Вонкавая паверхня спадніцы поршня не гладкая, а мае мноства колцавых микроканавок глыбінёй да 14 мкм. Такая паверхня спрыяе лепшаму прызаробку поршня да сценак цыліндру і памяншае страты на трэнне, бо ў мікраканаўках затрымоўваецца алей. Дно поршня плоскае, з авальным, паглыбленнем, утваральным частка камеры згарання, і з невялікімі выемкамі для клапанаў. У ніжняй частцы бабышак пад поршневай палец маюцца адтуліны для праходу алею да поршневага пальца. Для паляпшэння ўмоў змазкі ў верхняй частцы адтулін пад палец зроблены дзве падоўжных пазы шырынёй 3 мм і глыбінёй 0,7 мм, у якіх назапашваецца алей. У зоне бобышек вышыня спадніцы зменшана, каб выключыць закрананне аб поршань проціваг каленчатага вала.
Адтуліна пад поршневай палец зрушана ад восі сіметрыі на 1,2 мм у правы бок рухавіка. Дзякуючы гэтаму на поршань дзейнічае момант сіл, які прыціскае яго да сценак цыліндру заўсёды ў адным і тым жа становішчы. Таму не ўзнікаюць грукі поршня аб сценкі цыліндру пры пераходзе яго праз верхнюю мёртвую кропку. Аднак гэта патрабуе ўсталёўкі поршня ў цыліндр у строга вызначаным становішчы. Пры зборцы рухавіка поршні ўстанаўліваюцца так, каб стрэлка 1 (мал. 16) на дно поршня была накіравана ў бок пярэдняй часткі рухавіка.
Поршневай: палец устаўляецца ў поршань з зазорам 0,008...0,016 мм. Каб забяспечыць у масавай вытворчасці атрыманне такога высокадакладнага зазору, поршні па дыяметры адтуліны пад поршневай палец і пальцы па вонкавым дыяметры сартуюцца праз 0,04 мм на тры катэгорыі. Лічба (1,2, 3), якая паказвае катэгорыю поршня, гэтак жа, як і клас, таўруецца на яго дно (гл. мал. 16). Падчас зборкі рухавіка поршань і палец бяруцца адной катэгорыі, чым гарантуецца атрыманне неабходнага зазор. Правільнасць іх спалучэння правяраюць, устаўляючы змазаны маслам палец у поршань. Палец павінен лёгка ўваходзіць у поршань націскам рукі і не выпадаць з яго пад дзеяннем уласнай масы.
Поршні ў рухавіку павінны быць аднолькавыя па масе, каб паменшыць вібрацыі зваротна-паступальна якія рухаюцца дэталяў. Пры вырабе на заводзе строга вытрымліваецца лімітавае адхіленне масы поршні +5 г. Таму пры зборцы рухавікоў 2108 падбіраць поршні адной групы па масе або падганяць іх масу) выдаляючы лішні метал, не патрабуецца.
У запасныя часткі пастаўляюцца поршні намінальнага памеру толькі трох класаў - А, З і Е. Гэтага досыць для падбору поршня кожнаму цыліндру пры рамонце рухавіка, бо поршні і цыліндры разбітыя на класы з некаторым перакрыццем памераў. Напрыклад, да цыліндраў класаў У і D можа падысці поршань класа З. Галоўнае пры падборы поршня - забяспечыць неабходны мантажны зазор (0,025...0,045 мм) паміж поршнем і цыліндрам.
Акрамя поршні намінальнага памеру, у запасныя часткі пастаўляюцца і рамонтныя поршні, з павялічаным на 0,4 і 0,8 мм вонкавым дыяметрам. Гэтыя поршні прызначаны для ўсталёўкі ў адрамантаваныя блокі цыліндраў, у якіх цыліндры змарнаваныя і отхонингованы пад чарговы рамонтны памер. На днах рамонтных поршняў ставіцца маркіроўка ў выглядзе квадрата 2 (гл. мал. 16) або трыкутніка. Трохвугольнік адпавядае павелічэнню вонкавага дыяметра на 0,4 мм, а квадрат - на 0,8 мм.
Поршневыя кольцы
Поршневыя кольцы забяспечваюць неабходнае ўшчыльненне паміж поршнем і сценкамі цыліндру і адводзяць цяпло ад поршня да яго сценак. Да сцен цыліндру яны прыціскаюцца пад дзеяннем сваёй пругкасці і ціскі газаў. На поршні ўсталёўваюцца тры чыгунныя кольцы - два компрессіонные (ушчыльнялых) і адно (ніжняе) маслосъемное, якое перашкаджае траплянню алею ў камеру згарання.
Верхняе компрессіонные кольца працуе ва ўмовах высокай тэмпературы, агрэсіўнага ўздзеяння прадуктаў згарання і недастатковай змазкі. Таму для падвышэння зносаўстойлівасці яго вонкавая паверхня храмаваная, а для паляпшэння прирабатываемости зроблена выпуклай (бочкападобнай) формы.
Ніжняе компрессионное кольца мае знізу выманне для збірання алею пры ходзе поршня ўніз, выконваючы пры гэтым дадатковую функцыю маслосбрасывающего кольцы. Паверхня кольца для падвышэння зносаўстойлівасці і памяншэнні трэння аб сценкі цыліндру фасфатуецца.
Маслаздымнае кольца - з храмаванымі працоўнымі беражкамі і з проточкой на вонкавай паверхні, у якую збіраецца алей, якое здымаецца са сценак цыліндру. Затым яно па прарэзах у кольцы перацякае ў канаўку поршня і адтуль сцякае ў алейны картэр. Усярэдзіне кольца усталёўваецца сталёвая кручаная спружына, якая расціскае кольца знутры і прыціскае яго да сценак цыліндру.
Кольцы рамонтных памераў вырабляюцца (гэтак жа, як і поршні) з павялічаным на 0,4 і 0,8 мм вонкавым дыяметрам.
Поршневы палец
Поршневай палец сталёвай трубчастага перасеку з таўшчынёй сценкі 3,5 мм. Для падвышэння цвёрдасці і зносаўстойлівасці вонкавая паверхня яго цэментуецца і гартуецца токамі высокай частаты. У верхняй галоўцы шатуна палец усталёўваецца з нацягам 0,010...0,042 мм. Такая прэсавая пасадка засцерагае яго ад восевага перасоўвання ў поршні.
Па вонкавым дыяметры пальцы сартуюцца на тры катэгорыі праз 0,004 мм адпаведна катэгорыям поршняў. Тарцы пальцаў афарбоўваюцца ў адпаведны колер: сіні - першая катэгорыя, зялёны - другая, чырвоны - трэцяя.
Шатун
Шатун рухавіка - сталёвы каваны двутаврового сячэння. Ніжняя яго галоўка раздымная, прычым плоскасць раздыма перпендыкулярная восі стрыжня шатуна. У гэтай галоўцы ўсталёўваюцца ўкладышы шатун падшыпніка каленчатага вала.
Шатун апрацоўваецца разам з вечкам. Каб пры зборцы не пераблытаць вечкі, на шатуне і адпаведнай яму вечку маюцца кляйма з нумарам 6 цыліндру (гл. мал. 16), у які яны ўсталёўваюцца. Пры зборцы лічбы на шатуне і вечку павінны знаходзіцца з аднаго боку. Вечка ніжняй галоўкі шатуна мацуецца да шатуна двума нітамі з самоконтрящимися гайкамі. Для дакладнага цэнтравання нітаў іх вонкавая паверхня і адтуліна ў шатуне апрацоўваюцца з высокай дакладнасцю, а каля галоўкі ніта маецца паясок, якім ніт запрасоўваецца ў адтуліну.
Там, дзе ніжняя галоўка шатуна пераходзіць у стрыжань, маецца адтуліна, праз якую алей выпырскваецца на поршань і сценкі цыліндру. Пры зборцы шатунна-поршневай групы шатун неабходна размяшчаць так, каб адтуліна на ім і стрэлка на поршні былі накіраваныя ў адзін бок.
Шатуны (гэтак жа, як і поршні) павінны мець аднолькавую масу. Маса верхняй галоўкі падганяецца з допускам±2 г, а ніжняй±3 г. Гэта забяспечваецца выдаленнем лішняга металу з бабышак на верхняй галоўцы шатуна і на вечку ніжняй галоўкі. Такім чынам, поўная маса шатуна падганяецца з допускам±5 г.
На ўсе рухавікі (2108, 21081 і 21083) усталёўваюцца аднолькавыя шатуны. Але з шатунамі старых рухавікоў (тыпу 2101-2103) яны неўзаемазаменныя, бо карацей іх на 15 мм.
Каленчаты вал
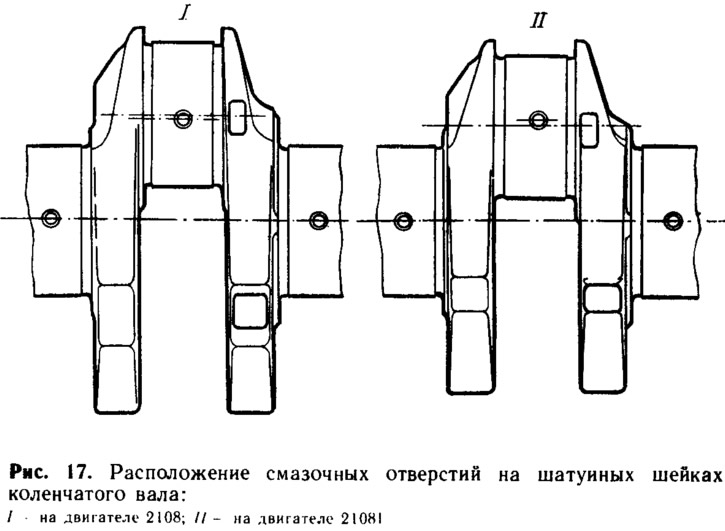
На рухавіках 2108 і 21083 устанаўліваюцца аднолькавыя каленчатыя валы. На рухавіку 21081 у сувязі з малодшым ходам поршня ўжываецца іншы каленчаты вал, з паменшанай на 5,2 мм адлегласцю паміж восямі шатунных і карэнных шыек. Каленчаты вал 21081 можна адрозніць па габарытных памерах і па размяшчэнні змазачных адтулін на шатунных шыйках. У каленчатых валаў 21081 гэтыя адтуліны зрушаны на 3,7 мм ад восі ў напрамку ад карэнных шыек, а ў каленчатых валаў 2108 — на 1,5 мм у іншы бок ад восі (мал. 17).
Каленчаты вал - асноўная сілавая дэталь рухавіка, якая ўспрымае дзеянне ціску газаў і інэрцыйных сіл. Ён адліваецца з высокатрывалага спецыяльнага чыгуну. Для памяншэння дэфармацый пры працы рухавіка вал зроблены пяціапорным і з вялікім перакрыццем карэнных і шатунных шыек. Высокая стомленасная трываласць забяспечваецца плыўнымі пераходамі паміж шыйкамі і шчокамі і дбайнай апрацоўкай напружаных месцаў. Высокая зносаўстойлівасць шыек вала дасягаецца вялікім дыяметрам шыек (дзякуючы гэтаму памяншаюцца ўдзельныя нагрузкі ў падшыпніках) і павярхоўнай загартоўкай шыек токамі высокай частаты на глыбіню 2...3 мм.
Шыйкі каленчатага вала маюць адлітыя за адно цэлае з валам процівагі. Яны ўраўнаважваюць цэнтрабежныя сілы, якія ўзнікаюць пры працы рухавіка, ад мас шатун шыйкі, а таксама ад частак шатуна і поршня. Дзякуючы гэтаму разгружаюцца карэнныя падшыпнікі ад дзеяння цэнтрабежных сіл і памяншаюцца вібрацыі рухавіка. Акрамя таго, для зніжэння вібрацый каленчатыя валы балансуюцца. Бо гэтае балансаванне вырабляецца без махавіка, то і каленчатыя валы, і махавікі ўзаемазаменныя.
У целе каленчатага вала прасвідраваны налы, якія злучаюць 1, 2, 4 і 5-ю карэнныя шыйкі з шатун. Па гэтых каналах падводзіцца алей для змазкі шатун падшыпнікаў. Тэхналагічныя высновы каналаў зачыненыя каўпачковымі сталёвымі заглушкамі, якія запрасоўваюцца і зачеканиваются ў трох кропках.
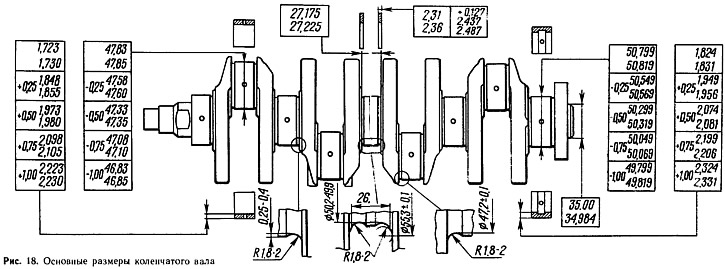
Асноўныя памеры каленчатага вала і ўкладышаў падшыпнікаў дадзены на мал. 18. Карэнныя і шатунныя шыйкі апрацоўваюцца з высокай ступенню частаты і дакладнасці, бо зазор паміж шыйкамі і ўкладышамі павінен быць у межах 0,02...0,07 мм для шатунных і 0,026...0,073 мм для карэнных шыек, а лімітава дапушчальны зазор пры зносе не павінен перавышаць адпаведна 0,1 і 0,15 мм.
Прадугледжана магчымасць перашліфоўкі шыек каленчатага вала пры рамонце з памяншэннем дыяметра на 0,25; 0,5; 0,75 і 1 мм. Шыйкі шліфуюцца, калі яны зношаныя да дыяметра, які на 0,005 мм менш, чым мінімальны для дадзенага памеру каленчатага вала, а таксама ў тым выпадку, калі овальность шыек больш 0,03 мм або на іх ёсць задзіракі. Дыяметры рамонтных памераў шыек таксама пазначаны на мал. 18.
Пярэдні і задні канцы каленчатага вала ўшчыльняюцца самамоджімнымі гумовымі сальнікамі. Пярэдні сальнік запрасаваны ў вечка алейнай помпы, а задні ўсталёўваецца ў трымальніку, які мацуецца да блока цыліндраў. На пярэднім канцы каленчатага вала мацуюцца два кіроўных шківа раменных перадач. Адзін шкіў (зубчасты) служыць для прывада размеркавальнага вала і насаджаны на сегментнай шпонцы. Іншы шкіў перадае кручэнне на генератар. Ён усталяваны на штыфце, запрасаваным у зубчасты шкіў, і цэнтруецца цыліндрычным паяском. Абодва шківа замацаваныя нітам. Акрамя таго, пярэднім канцом каленчатага вала прыводзіцца ў кручэнне вядучая шасцярня алейнай помпы, якая фіксуецца на вале з дапамогай двух лысак.
Укладышы
Укладышы карэнных і шатун падшыпнікаў каленчатага вала танкасценныя, біметалічныя, з радыяльнымі адтулінамі для праходу алею. Яны вырабляюцца са сталёвай стужкі, пакрытай пластом антыфрыкцыйнага сплава АМО1-20 (79% алюмінія, 20% волава і 1% медзі) таўшчынёй 0,4...0,5 мм. Паміж сталёвай асновай і сплавам знаходзіцца тонкая праслойка чыстага алюмінія. Укладышы кожнага падшыпніка складаюцца з аднолькавых паловак. Яны ўтрымліваюцца ад прагортвання выступамі, якія ўваходзяць у пазы шатун або карэннага падшыпніка.
Верхнія ўкладышы карэнных падшыпнікаў маюць на ўнутранай паверхні канаўкі для праходу масла да шатун падшыпнікаў. Ніжнія ўкладышы з 1988 г. усталёўваюцца без канаўкі; Але да 1988 г. яны таксама мелі канаўку і былі ўзаемазаменныя з верхнімі ўкладышамі. Шатунныя ўкладышы адрозніваюцца ад карэнных дыяметрам, таўшчынёй і адсутнасцю канавак на ўнутранай паверхні. Верхнія і ніжнія шатунныя ўкладышы ўзаемазаменныя.
Укладышы падшыпнікаў вырабляюцца як звычайнай таўшчыні, так і павялічанай (гл. мал. 18) пад шыйкі каленчатай залы, перашліфаваныя з памяншэннем на 0,25; 0,5; 0,75 і 1 мм.
Упартыя паўкола
Упартыя паўкола ўстанаўліваюцца ў гнёзды блока цыліндраў па абодвум бакам сярэдняга (трэцяга) карэннага падшыпніка. Яны ўспрымаюць восевыя нагрузкі, якія дзейнічаюць на каленчаты вал, і абмяжоўваюць яго восевае перасоўванне. Паўкольцы вырабляюцца як звычайнай таўшчыні, так і павялічанай на 0,127 мм (гл. мал. 18). Падборам таўшчыні паўкола рэгулююць восевы вольны ход каленчатага вала, які павінен быць у межах 0,06...0,26 мм на новым рухавіку і не перавышаць максімальна: дапушчальны - 0,35 мм пры зносе.
Пярэднія і заднія паўкола выраблены з розных матэрыялаў. Паўкола, усталяванае з задняга боку 3-га падшыпніка, адчувае падвышаныя нагрузкі з боку счаплення і таму вырабляецца з парашковага матэрыялу. Гэты матэрыял мае жаўтлявы колер і складаецца з 87...90% медзі, 9,5...10,5% волава і 0,5...1% вуглярода. Паўкола, вырабленае прасаваннем з такога матэрыялу, валодае сітаватасцю. Яно насычаецца маслам і добра супрацьстаіць фрыкцыйнаму зносу.
Пярэднія паўкола нясуць меншую нагрузку і таму, як і ўкладышы, сталеалюмініевыя, з таўшчынёй антыфрыкцыйнага пласта на кантавой паверхні 0,3...0,5 мм. На баку антыфрыкцыйнага пласта маюцца дзве вертыкальныя канаўкі для праходу алею. Гэтым бокам паўкола (і перадпакоі, і заднія) павінны быць звернутыя да ўпартых паверхняў каленчатага вала.
Махавік
Махавік 12 (гл. мал. 9) служыць для забеспячэння раўнамернасці працы рухавіка. Ён запасіць кінетычную энергію пры працоўных хадах у цыліндрах і аддае яе кривошипно-шатуннага механізму на працягу трох іншых тактаў. Ён таксама выводзіць каленчаты вал з мёртвых кропак. Махавік адліваецца з чыгуну і мае сталёвы зубчасты вянок, які ў гарачым стане напрасоўваецца на махавік. Зуб'і вянка для павелічэння зносаўстойлівасці і трываласці гартуюцца токамі высокай частаты.
Махавік мацуецца да фланца каленчатага вала шасцю самоконтрящимися нітамі, пад якія падкладаецца адна агульная шайба. Яго неабходна ўсталёўваць так, каб пазнака (конусападобная лунка) каля вобада знаходзілася супраць шатун шыйкі чацвёртага цыліндру. Пазнака служыць для вызначэння верхняй мёртвай кропкі ў першым і чацвёртым цыліндрах. Цэнтруецца махавік цыліндрычным выступам на каленчатым вале.
Для стварэння імпульсаў у датчыку верхняй мёртвай кропкі ў вобадзе махавік запрасаваны сталёвы штыфт, а для рэгулявання моманту запальвання на вонкавай паверхні махавік маецца рызыкі (гл. мал. 30).