
Увага! Расточванне і хонінгаванне цыліндраў абавязкова праводзіце ў спецыялізаваных майстэрнях.
Заўвага 1. Прадугледжаны два рамонтныя памеры цыліндраў.
Першы рамонтны памер: дыяметр цыліндраў павялічаны на 0,4 мм.
Другі рамонтны памер: дыяметр павялічаны на 0,8 мм.
Нават калі дэфекты выяўлены толькі ў адным цыліндры, неабходна змарнатравіць усе чатыры цыліндру пад адзін рамонтны памер.
Нататка 2. Для вымярэння цыліндраў існуе адмысловы прыбор – нутромер.

1. Старанна ачысціце з паверхняў блока цыліндраў рэшткі старых ушчыльняльных пракладак. Уважліва агледзіце блок, асабліва ў месцах адтулін пад ніты мацавання галоўкі блока. Калі на блоку з'явіліся расколіны, яго трэба замяніць.
2. Праверце герметычнасць кашулі астуджэння блока цыліндраў. Для гэтага заглушыце адтуліну пад вадзяную помпу і заліце газу ў кашулю астуджэнні. Калі прыкметная цеча газы, значыць блок не герметычны і яго трэба замяніць.

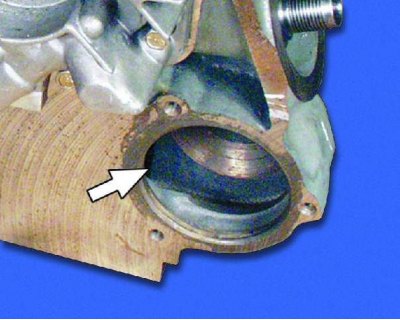
3. Агледзіце цыліндры. Калі на люстэрку цыліндраў ёсць драпіны, задзіракі, ракавіны і іншыя дэфекты, змарнуеце цыліндры пад рамонтны памер (гл. нататка 1) або заменіце блок цыліндраў. Пры дэфектах глыбінёй больш за 0,8 мм блок рамонту не падлягае і яго трэба замяніць. Ачысціце нагар у верхняй частцы цыліндраў. Калі там утварыўся паясок з прычыны зносу цыліндраў, зніміце яго шаберам.
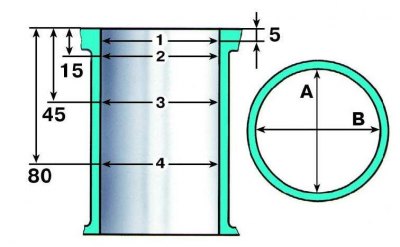
4. Замерце дыяметры цыліндраў у двух перпендыкулярных плоскасцях (уздоўж і папярок блока цыліндраў) і чатырох паясах (гл. нататка 2). Калі атрыманы вынік хаця б у адным цыліндры перавышае намінальны больш за на 0,15 мм, трэба змарнатравіць цыліндры пад наступны рамонтны памер.
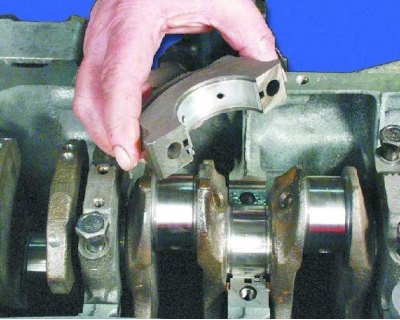
5. Праверце зазоры паміж укладышамі карэнных падшыпнікаў і шыйкамі каленчатага вала. Намінальны зазор павінен быць у межах 0,026-0,073 мм. Лімітава дапушчальны зазор складае 0,15 мм. Калі атрыманы вынік перавышае 0,15 мм, каленчаты вал трэба прашліфаваць пад наступны рамонтны памер і ўсталяваць укладышы адпаведнага рамонтнага памеру.
Завод-вытворца рэкамендуе правяраць зазоры з дапамогай пластмасавага калібраванага дроту наступным чынам:
- 1). Старанна ачысціце пасцелі і вечкі ад алейных адкладаў.
- 2). Ачысціце шыйкі каленчатага вала і ўкладышы падшыпнікаў.
- 3). Абкладзеце каленчаты вал на пасцелі карэнных падшыпнікаў з усталяванымі ўкладышамі.
- 4). Пакладзеце на шыйкі каленчатага вала абрэзкі калібраванай пластмасавага дроту.
- 5). Усталюеце вечкі карэнных падшыпнікаў з усталяванымі ў іх укладышамі, загарніце ніты мацавання вечкаў і зацягніце момантам 82 Н·м (8,2 кгс·м), не пракручваючы каленчаты вал.
- 6). Зніміце вечкі карэнных падшыпнікаў. Зазор вызначаецца па ступені сплясквання дроту з дапамогай шкалы, нанесенай на пакаванне дроту.
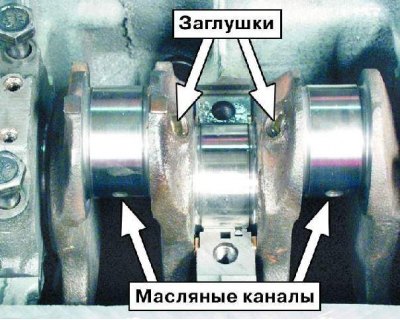
6. Старанна прачысціце і прамыйце алейныя каналы каленчатага вала. Не выпрасоўвайце заглушкі самастойна, пры неабходнасці звернецеся на станцыю тэхабслугоўвання.
7. Калі на карэнных і шатунных шыйках ёсць нязначныя задзіракі, рызыкі, драпіны або знос шыек перавышае 0,03 мм або овальность шыек больш за 0,03 мм, то трэба прашліфаваць шыйкі да бліжэйшага рамонтнага памеру. Затым адпаліруйце шыйкі і прытупіце вострыя беражкі фасак алейных каналаў абразіўным конусам. Прамыйце каленчаты вал і прадуйце сціснутым паветрам алейныя каналы. Овальность і конусность усіх шыек не павінна перавышаць 0,005 мм. Пасля шліфоўкі шыек усталюеце ўкладышы адпаведных рамонтных памераў. Калі на каленчатым вале ёсць расколіны, заменіце яго.

8. Агледзіце ўкладышы карэнных падшыпнікаў. Калі на іх ёсць рызыкі, задзіракі, адслаенні, украпванні цвёрдых часціц і да т.п., заменіце ўкладышы.