
Cap cilindru
Înainte de a verifica, instalați chiulasa pe un suport sub forma unui cadru metalic sau din lemn, îndepărtați depunerile de carbon de pe pereții camerelor de ardere și de pe suprafața canalelor de evacuare cu o perie metalică convențională sau un burghiu electric acţionat. Curățați și inspectați canalele de admisie și canalele de alimentare cu ulei la pârghiile de antrenare a supapelor.
Dacă au existat cazuri de pătrundere a lichidului de răcire în ulei, atunci se verifică etanșeitatea chiulasei, scop în care se montează pe cap dopurile incluse în kitul A.60344 și se pompează apa în cap sub o presiune de 5 kgf·m. În 2 minute, nu trebuie observată nicio scurgere de apă din chiulasa motorului.
Puteți verifica chiulasa cu aer comprimat, pentru care piesele incluse în kitul A.60334 sunt instalate pe chiulasă, coborâte într-o baie de apă încălzită la 60-80°C și lăsate să se încălzească timp de 5 minute.. Aerul comprimat este furnizat în interiorul capului la o presiune de 1,5-2 kgf/cm2. În 1-1,5 minute, aerul nu ar trebui să iasă din cap.
Dacă se găsesc fisuri, chiulasa este înlocuită.
Scaune supapelor
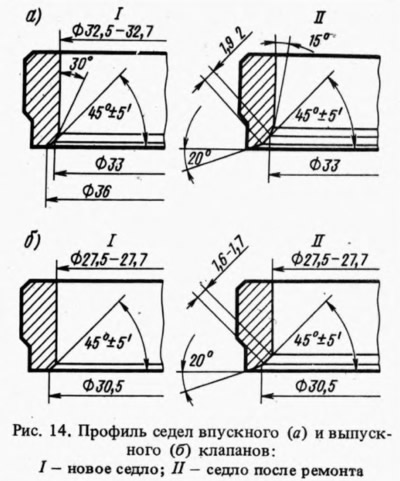
Șaui (orez. 14) nu ar trebui să aibă pe teșiturile de lucru (zona de contact a supapei) picking, coroziune și alte daune. Deteriorarea minoră a suprafeței teșiturilor de lucru este eliminată prin șlefuire cu o polizor sau manual.
Pentru șlefuire, instalați chiulasa pe un suport în cadrul metalic sau din lemn și introduceți tija A.94059 în ghidajul supapei (există două tije cu diametre diferite: A.94059/1 pentru ghidajele supapelor de admisie și A.94059/2 pentru bucșele supapei de evacuare). Depunerile de carbon și întărirea se îndepărtează de pe teșiturile scaunelor cu scuturi A.94031 și A.94092 pentru scaunele supapelor de evacuare și cuveturile A.94003 și A.94101 pentru scaunele supapelor de admisie. Pe dornul A.94058 se pun lamelele și se centrează cu tije de ghidare A.94059.
După curățarea teșiturilor, puneți arcul A.94059/5 pe tija A.94059, montați cercul conic A.94078 pentru scaunele supapei de evacuare sau cercul A.94100 pentru scaunele supapei de admisie pe dornul A.94069, fixați dornul într-o mașină de șlefuit și șlefuiți scaunul, îndepărtând în același timp cât mai puțin metal posibil.
În momentul în care roata atinge scaunul, mașina trebuie oprită, altfel vor apărea vibrații și teșirea va fi incorectă. Este recomandat să editați mai des cercul cu un diamant.
După șlefuire, lățimea teșirii de lucru este ajustată la valorile indicate în fig. 14. Pentru a termina teșirea scaunului supapei de evacuare, puneți pe dorn A.94058 o freză A.94031 (unghi 20°), apoi puneți dornul cu freza pe tija de ghidare A.94059 și frezați scaunul la ∅ 30,5 mm. Apoi, cu o freză A.94092, lățimea teșiturii este reglată la 1,6-1,7 mm (vezi fig. 14b).
Pentru a termina teșirea scaunului supapei de admisie, puneți o freză A.94003 pe dornul A.94058 și frezați scaunul la ∅ 33 mm (vezi fig. 14a), apoi puneți freza dornului A. 94101 și aduceți lățimea teșiturii de lucru la 1,9-2 mm.
Dacă șlefuirea nu reușește să elimine deteriorarea fațetei de lucru a scaunului, atunci chiulasa este înlocuită.
Supape
Înainte de verificarea supapelor, depunerile de carbon sunt îndepărtate de pe acestea cu o perie convențională sau pe o mașină de lustruit cu perii rotative, după care se verifică dacă tija este deformată, dacă există crăpături pe placă, dacă teșirea de lucru este prea uzată sau deteriorat. În prezența deformării tijei și a fisurilor în placă, supapa este înlocuită. Dacă există o ușoară deteriorare a teșirii de lucru a supapei, atunci aceasta este șlefuită pe o mașină de șlefuit, menținând un unghi de teșire de 45°30'±5' și asigurându-vă că grosimea părții cilindrice a discului supapei după șlefuirea nu este mai mică de 0,5 mm și că supapa de evacuare nu a fost îndepărtată stratul de aliaj dur depus pe teșitură.
Ghidajele supapelor
La verificarea ghidajelor supapei, verificați spațiul dintre acestea și tijele supapei măsurând diametrul tijei supapei și orificiul bucșei de ghidare. Decalajul trebuie să corespundă datelor din tabel. 2, Dacă este mai mult decât acceptabil, supapa este înlocuită. Dacă jocul excesiv dintre ghidajul supapei și tija supapei nu poate fi corectat doar prin înlocuirea supapei, înlocuiți ghidajul supapei. A.60153/Rar trebui utilizat pentru această operație 1. Bucșele de ghidare sunt presate cu inelul de reținere pus până când inelul se oprește în planul chiulasei. Pentru a înlocui cele două bucșe de ghidare ale supapelor de admisie și evacuare ale cilindrilor 1 și 4, deșurubați cele două știfturi care fixează carcasa lagărului arborelui cu came, deoarece interferează cu instalarea dornului.
După instalarea bucșelor de ghidare, găuriți în ele cu alezoare (A.90310/1 pentru bucșe supapelor de admisie și A.90310/2 pentru bucșe supapelor de evacuare). Apoi scaunul supapei este șlefuit și lățimea teșirii de lucru este ajustată la dimensiunile necesare, așa cum este indicat mai sus.
Capace deflectoare de ulei pentru bucșe de ghidare
Capacele nu au voie să se desprindă cauciucul de armătură, fisuri și uzură excesivă a marginii de lucru. La repararea motorului, se recomandă înlocuirea întotdeauna a garniturilor de ulei cu altele noi.
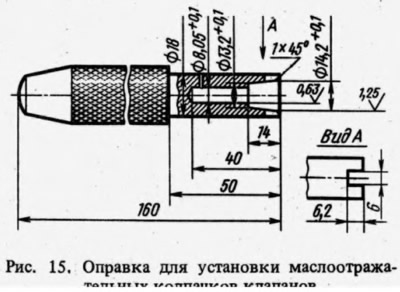
Este recomandat să înlocuiți garniturile deteriorate ale tijei supapei cu chiulasa demontată pentru a nu îndoi tijele supapelor. Pentru a presa capacele, utilizați dornul 41.7853.4016 (orez. 15).
Pârghii de supapă
La pârghiile supapelor se verifică starea suprafețelor de lucru în contact cu tija supapei, cu came arborelui cu came și cu capătul sferic al șurubului de reglare. Dacă au zgârieturi sau riscuri, atunci pârghia este înlocuită cu una nouă. Dacă se constată deformare sau alte deteriorări pe bucșa șurubului de reglare sau pe șurubul în sine, atunci piesele deteriorate sunt și ele înlocuite.
Arcurile supapelor și pârghiile supapelor
Arcurile sunt verificate pentru elasticitate și fisuri. Elasticitatea arcurilor supapei este verificată de lungimea arcului în stare liberă (39,2 mm interior și 50 mm extern) și sub sarcină: 13,9 kgf și (28,1±1,4) kgf pentru uz casnic (în timp ce lungimea ar trebui să fie egală cu 29,7 și respectiv 20 mm); 28,9+2,3 -1,5 kgf și (46,1±2,3) kgf pentru exterior (în timp ce lungimea este egală cu 33,7 și respectiv 24 mm).
Datele pentru verificarea arcurilor pârghiei supapelor sunt următoarele. Lungimea arcului în stare liberă este de 35 mm, iar sub o sarcină de 5,2-7,5 kgf - 43 mm.
Garnitura de chiuloasa
Suprafețele garniturii trebuie să fie netede, fără urme, fisuri, umflături și îndoituri. Nu este permisă desprinderea materialului de căptușeală de armătură. Nu ar trebui să existe crăpături, arsuri și delaminații pe marginea găurilor.
Note
1. Mandrin treptat cu diametrul și lungimea de 12,5 și respectiv 58 mm. Diametrul tijei de centrare 7,75 mm.