
Инструменты для рихтовки можно разделить на три основные группы: молотки, поддержки и крючки. Особняком — рихтовочные напильники и шлифовальные приспособления.
Медницкие молотки, в отличие от слесарных, имеют закругленные и тщательно заполированные бойки, один из них часто выполнен в форме "клюва" (рис. 1).
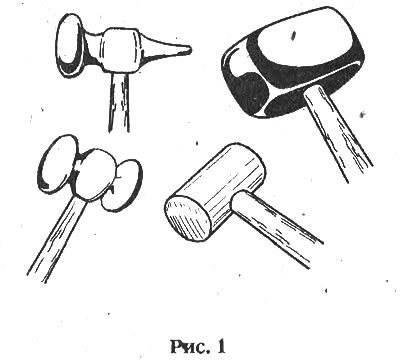
Такой комплект нетрудно сделать своими руками. Рихтовщики редко пользуются очень тяжелыми молотками, чаще небольшими, весом 150—200 г. Широкое применение получили молотки из цветных металлов и сплавов (медные, алюминиевые, латунные), а также из текстолита и других пластмасс — они меньше деформируют поверхность. Применяются и резиновые, не повреждающие краску.
Поддержка — это-массивный металлический брусок, наиболее подходящий по конфигурации к исправляемому участку детали. Сколько таких участков, столько может быть и поддержек. Разной толщины, разных радиусов кривизны, размеров и массы (рис. 2).
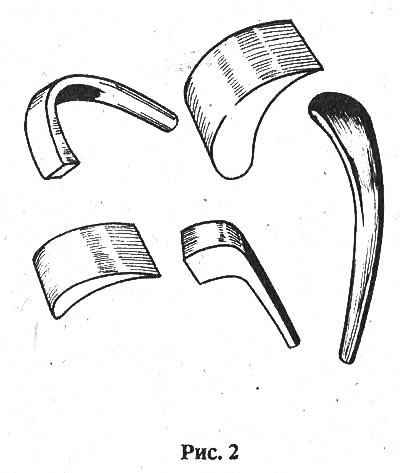
Как правило, поддержка и молоток неразлучны, только находятся они по разные стороны от выправляемого места. И чем правильнее по кривизне подобрана поддержка, тем быстрее удается получить хороший результат. Из того, что имеется в домашнем хозяйстве, тут можно использовать топор, большой молоток, кувалду, массивную плиту от старого утюга, а то и кусок рельса — в гаражах их обрезки часто служат наковальнями. При этом поверхности поддержек, которые используют как рабочие, следует хорошенько зачистить и заполировать — от их состояния зависит, насколько после рихтовки будут заметны неровности на поверхности кузова.
Крючками (рис. 3) обычно пользуются в тех случаях, когда под внешней, видовой частью детали есть еще скрытая, усиливающая конструкцию, — короб, приваренная подштамповка, полка жесткости. Вставляя крючок между этими двумя поверхностями и опирая его "спинкой" о внутреннюю силовую часть, поворачивают инструмент за ручку и "клювиком" осторожно постепенно выжимают вмятину участок за участком. Чем тоньше металл и меньше вмятина — тем, естественно, тоньше должен быть и выбираемый крючок.

Его делают из "сталистого", то есть достаточно упругого прутка диаметром от 8 до 12 мм. Длина тела от 300 до 500 мм; петля ручки должна быть такой, чтобы в случае надобности в нее можно было просунуть какой-нибудь рычаг (хотя бы рукоятку молотка). "Клювик" для большей жесткости обычно проковывают и заостряют. Так в точке контакта удается создать высокое удельное давление.
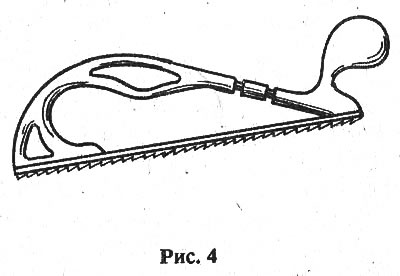
Рихтовочный напильник похож на обычный, только насечка у него крупная и дугообразная. Сам же напильник широкий, длинный и тонкий, чаще всего он закрепляется в станке (рис. 4). А используют его двояко. Во-первых, с его помощью довольно точно определяют границы деформированного участка: для этого достаточно провести напильником крест-накрест поперек вмятины. Во-вторых, им же выравнивают поверхность после выколачивания, выдавливания крючками, обработки шпаклевкой или припоем.
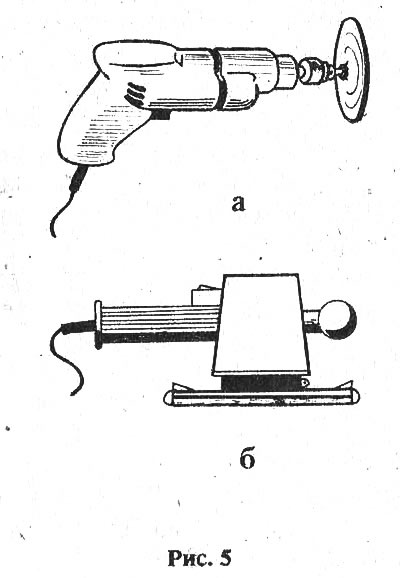
В качестве шлифовальных устройств нередко используют электродрель, в патрон которой вместо сверла зажимают металлический стержень с резьбой и диск из твердой резины толщиной 8—15 мм с прижатым к нему кругом из наждачной шкурки (рис. 5, а). Без большого труда подобную конструкцию можно сделать самому. Резиновый диск и наждачный круг закреплены на стержне двумя гайками с шайбами. Применяются также башмачные шлифовальные машинки (рис. 5, б), они особенно хороши при выравнивании больших плоских поверхностей. Если же дрели или машинки нет — придется шлифовать поверхность листовой шкуркой, натянутой на деревянный брусок или кусок твердой резины.
Теперь о вспомогательных материалах, к которым относятся шпаклевки и припой.
Наиболее известны шпаклевки на нитроцеллюлозной или лаковой основе. Чтобы избежать растрескивания, их наносят довольно тонким слоем, а обрабатываемая поверхность должна быть очень хорошо подготовлена. Существуют также эпоксидные шпаклевки, допускающие слой большей толщины и менее тщательную зачистку поверхности, но они долго сохнут и ими труднее работать для окончательного, чистового выравнивания.
В последнее время большое распространение получили полиэфирные шпаклевки. Их можно наносить довольно толстым слоем, полимеризация проходит быстро, покрытие хорошо шлифуется.
Эффективное средство для заполнения неровностей — припой, но для его использования требуется определенная подготовка. Обычно ремонтники применяют припои ПОС-18, ПОС-30, ПОС-40. А из вспомогательных материалов и инструментов — паяльную лампу, волосяную кисть, травленую кислоту (хлористый цинк) и лопатку из твердого дерева (дуба или бука) или из текстолита размером 300x30x5 мм.
Припой нужно сделать порошкообразным. Для этого 3—4 прутка припоя расплавляют в металлической посуде и, охлаждая на воздухе, размешивают до тех пор, пока припой не станет серым и не начнет рассыпаться. Выложив на кусок грубого брезента и загнув край полотнища, его растирают до получения порошка и просеивают через мелкоячеистую сетку. То, что осталось, еще раз расплавляют и повторяют операцию.
Процесс намного облегчается, если вместо припоя и кислоты использовать специальный паяльный набор НП-2. Входящая в него паста позволяет предельно упростить наиболее трудную операцию — первоначальное лужение обрабатываемой поверхности.