Основным методом ремонта кузова остается ручная и полуавтоматическая газовая сварка в среде защитного газа.
Объем кузовных работ при восстановлении автомобиля после аварии достигает 80-87% от общей трудоемкости ремонта, при этом 25-30% этого объема приходятся на сварочные работы.
Ручная газовая сварка
Ручная газовая сварка требует специального оборудования, состоящего из ацетиленового генератора (рис. 43), кислородного баллона, редукторов понижения давления, шлангов, сварочных горелок с набором сменных наконечников, защитных очков и специальной одежды. Рабочее место сварщика оснащается набором зажимов и приспособлений для сборки свариваемых деталей и надежной приточно-вытяжной вентиляцией.
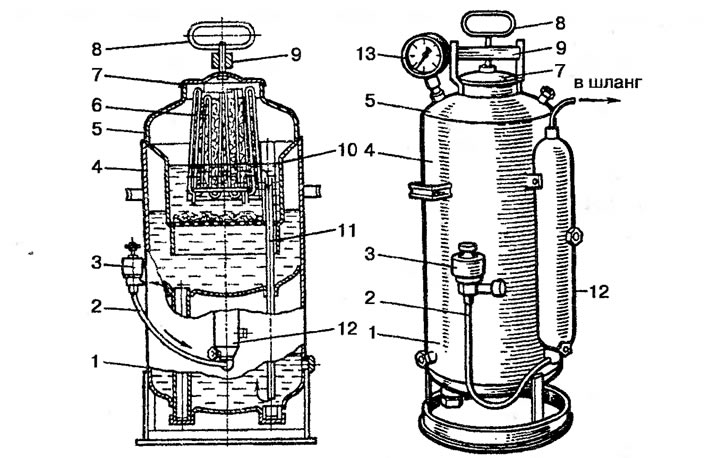
Рис. 43. Ацетиленовый генератор АСМ-1, 25-3: 1 - промыватель; 2 - шланг; 3 - клапан; 4, 5 - корпус; 6 - корзина; 7 - крышка; 8 -винт; 9 - запор; 10 - шахта; 11 - трубка; 12 - водяной запор; 13 - манометр
Ацетилен, кислород и углекислый газ Техническая характеристика баллонов хранятся и поставляются в баллонах приведена в табл. 3.
Таблица 3. Технические характеристики баллонов для сжатых газов*
| Содержимое баллона | Тип | Масса, кг | Цвет | |
| баллона | надписи | |||
| Кислород | 150, 150 Л | 43,5 | голубой | черный |
| Ацетилен | 100, БАС-158 | 43,5 | белый | красный |
| Углекислый газ | 150 | 60,0 | черный | желтый |
* Для всех трех типов баллонов: наружный диаметр 219 мм, длина корпуса 1390 мм, вместимость 40 дм3.
Понижающие редукторы обеспечивают получение на выходе из баллонов рабочих параметров используемых газов. При газопламенной сварке кузовных элементов применяют редукторы:
- для кислорода - ДКП-1-65;
- для ацетилена - ДАП-1-65;
- для углекислого газа - ДЗД-1-59М.
Сварочные горелки являются основным рабочим инструментом при ручной сварке и имеют несколько типов (рис. 44). Каждый тип горелки благодаря сменным наконечникам позволяет получать свою тепловую мощность и сваривать металлы различной толщины.
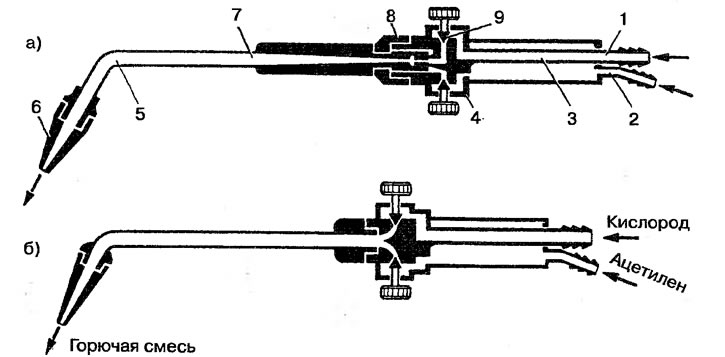
Рис. 44. Схема сварочных горелок: а - инжекторная; б - безинжекторная; 1 - ниппель подачи кислорода; 2 - ниппель подачи горючего; 3 - трубка; 4 - корпус горелки; 5 - наконечник; 6 - мундштук; 7 - смесительная камера; 8 - инжектор; 9 - кислородный вентиль
Для сварки тонкостенных металлов (0,2-4 мм) применяются горелки малой мощности (Г2; ГС-2; «Звездочка»; «Малютка», ГСМ-53) с комплектом наконечников Ne 0; 1; 2; 3; с более широким диапазоном по толщине сваримаемых металлов - ГС-53 (см. табл. 4) и др.
Таблица 4. Горелки и наконечники для ручной газовой сварки
| Номер наконечника | Толщина свариваемой стали, мм | Расход, дм3/ч | Предельное давление кислорода, кПа | |
| ацетилена | кислорода | |||
| Горелка ГС-53 | ||||
| 1 | 0,5-1,5 | 50-125 | 50-135 | 100-400 |
| 2 | 1-2,5 | 125-250 | 130-260 | 150-400 |
| 3 | 2,5-4,0 | 250-400 | 260-420 | 200-400 |
| 4 | 4-7,0 | 400-700 | 430-730 | 200-400 |
| 5 | 7-11 | 700-1100 | 740-1200 | 200-400 |
| 6 | 10-18 | 1050-1750 | 1150-1950 | 200-400 |
| 7 | 17-30 | 1700-2800 | 1900-3150 | 200-400 |
| Горелка ГСМ-33 | ||||
| 0 | 0,2-0,7 | 20-65 | 22-70 | 50-400 |
| 1 | 0,5-1,5 | 50-125 | 50-135 | 100-400 |
| 2 | 1-2,5 | 150-240 | 130-260 | 150-400 |
| 3 | 2,5-4,0 | 240-400 | 260-420 | 200-400 |
Применение газовой сварки на тонкостенных кузовных элементах приводит к их значительному короблению из-за возможного перегрева, что отрицательно сказывается на прочности и долговечности соединения из-за слабой коррозийной стойкости. Доводка лицевой поверхности кузова до приемлемого вида с таким швом очень трудоемка.
Применяемые для газовой сварки шланги (рукава) должны быть длиной не менее 8-10 м. Шланги изготавливаются трех типов из вулканизированной резины с тканевой оплеткой и наружным резиновым слоем различных цветов для различения области их применения:
- тип I, красный (для ацетилена), с давлением до 6 кгс/см2;
- тип II, желтый (для жидкого топлива), с давлением до 6 кгс/см2;
- тип III, синий (для кислорода), с давлением до 15 кгс/см2.
Для горелок малой мощности применяются облегченные шланги с внутренним диаметром 6,3 и 9,0 мм, для горелок большой мощности - 16 и 18 мм.
Полуавтоматическая сварка в среде защитного газа
Полуавтоматическая сварка в среде защитного газа обеспечивает качественный ремонт кузова автомобиля с наименьшими затратами. Она является одним из основных технологических процессов, применяемых при восстановлении кузова.
Схема сварочного процесса показана на рис. 45.
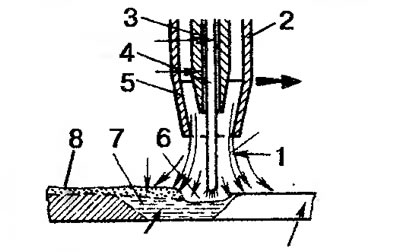
Рис. 45. Схема сварочного процесса в защитном газе: 1 - струя защитного газа; 2 - сварочная горелка; 3 - токоведущий мундштук; 4 -электродная проволока; 5 - газовое сопло; 6 - сварочная дуга; 7 - ванна расплавленного металла; 8 - сварной шов
Наличие защитного углекислого газа (СО2) в зоне дуги обеспечивает изоляцию сварочной ванночки (жидкого металла) от воздействия атмосферного воздуха, азотирования и окисления шва. Применение электродной проволоки с повышенным содержанием раскисляющих примесей (марганца, кремния) позволяет получить бёспористый шов с хорошими механическими свойствами. Сварка осуществляется при питании электрической дуги постоянным током от преобразователей «ПСГ-350», «ПСГ-500» или сварочных выпрямителей «ВС-300», «ВДГ-301» и др.
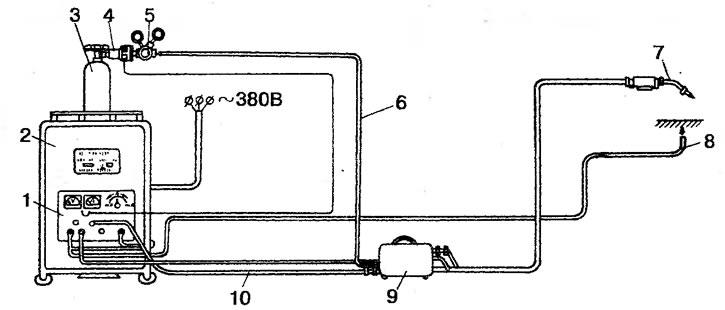
Рис. 46. Схема сварочного полуавтомата: 1 - пульт управления; 2 - источник питания; 3 - баллон с углекислым газом; 4 - подогреватель газа; 5 - редуктор-расходомер; 6 - трубка подачи углекислого газа; 7 - сварочная горелка; 8 - кабель заземления; 9 - механизм подачи сварочной проволоки; 10 - электрический кабель
Конструктивно сварочный полуавтомат (рис. 46) состоит из следующих элементов:
- источника питания с пультом управления;
- баллона с углекислым газом;
- понижающего редуктора-расходомера;
- подогревателя углекислого газа;
- шланга подачи углекислого газа;
- сварочной горелки;
- электрических кабелей (рабочего и заземления);
- механизма подачи сварочной проволоки;
- соединительных электрокабелей с разъемами;
- шлангов подачи газа и направляющей проволоки.
Длина шлангов и кабелей позволяет организовать рабочее место в радиусе трех метров от пульта управления и в десяти метрах от источника питания. Управление полуавтоматом осуществляется с пульта, встроенного в его лицевую панель. Контроль за работой осуществляется по показаниям приборов - вольт- и амперметров. Процесс подачи электроэнергии (сварочного тока), защитного газа и электродной проволоки в зону сварки полностью автоматизирован. Зажигание сварочной дуги обеспечивается замыканием электрода на изделие. Сварочную горелку перемещают вручную, и качество ремонтного шва полностью зависит от квалификации самого сварщика.
Алгоритм работы автоматики установки обеспечивает:
- включение-выключение полуавтомата выключателем, расположенным на сварочной головке;
- плавное регулирование скорости сварки с помощью потенциометра, расположенного на пульте управления;
- стабилизацию установленной скорости подачи электродной проволоки;
- автоматическую продувку газового тракта защитным газом до зажигания дуги в течение 1-2 с и после погасания дуги в. течение 2-3 с.
При выключении полуавтомата останавливается двигатель подачи электродной проволоки, происходит растяжка дуги и ее обрыв, защитный газ продувает сварочную горелку. Через 2-3 с отключаются источники питания, закрывается клапан подачи защитного газа и снимается питание со сварочной горелки. Схема приходит в исходное состояние.
Сварочная горелка 2 (рис. 47) предназначена для создания зоны высокой температуры (электрической дугой), плавления электродной проволоки (диаметром 0,8 мм) и образования сварочной ванны для соединяемых деталей. К ней подводится так от источника питания для образования дуги, защитный газ и электродная проволока. Источник питания сварочной дуги представляет собой статический преобразователь трехфазного переменного тока в постоянный. Подогревание защитного газа необходимо, чтобы исключить замерзание каналов регулятора в местах перепада давлений после понижающего редуктора.
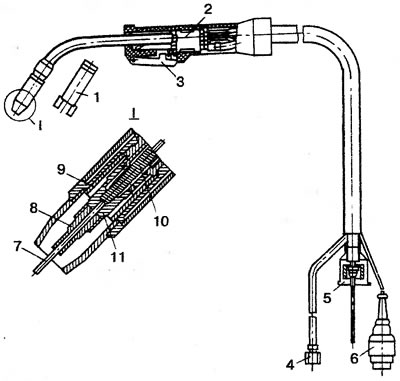
Рис. 47. Газовая сварочная горелка: 1, 9 - сменное сопло; 2 - газовая сварочная горелка; 3 - выключатель; 4 - муфта; 5, 7 - электродная проволока; 6 - электрический кабель; 8 - наконечник; 10 - спираль; 11 - держатель наконечника
Сварные швы соединяемых деталей
Сварные швы соединяемых деталей, применяемые при выполнении ремонта кузова имеют различные виды соединений (рис. 48) - тавровое, нахлестное, угловое и стыковое. При этом шов может по-разному располагаться в пространстве: горизонтально, вертикально, вверху или внизу. По своему исполнению сварочные швы подразделяются на три вида: сплошной, прерывистый и точечный.
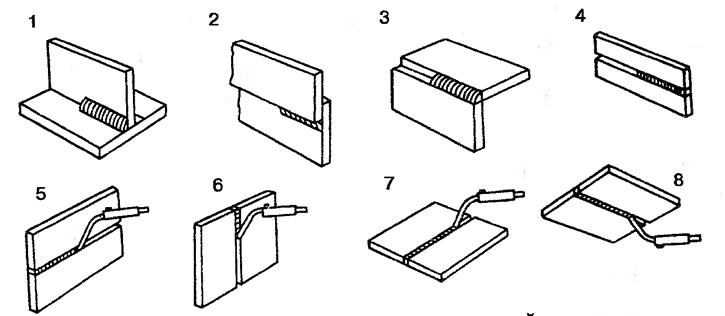
Рис. 48. Виды сварных соединений: 1 - тавровое; 2 - нахлестное; 3 - угловое; 4 - стыковое; 5 - горизонтальное; 6 -вертикальное; 7 - нижнее; 8 - потолочное
Сплошной шов
Сплошной шов обеспечивает надежное соединение при стыковых, угловых и нахлестных соединениях деталей в любом положении. В зависимости от толщины свариваемых деталей, точности их подгонки и положения шва сварку производят при скорости 0,2-0,3 м/мин и силе тока 40-80 А.
Прерывистый шов
Прерывистый шов используется при сварке тонколистовых материалов при большом зазоре между соединяемыми деталями, т. к. вероятность прожига в этом случае резко возрастает. Время сварки составляет при этом от 0,3-3 с, причем временной промежуток между включениями сварочной горелки зависит обратно пропорционально от толщины соединяемых деталей. Чем толще соединяемые детали, тем меньше может быть временной промежуток. Сварка прерывистым швом в технологии ремонта кузова является самым распространенным видом и обеспечивает надежность соединения таких силовых элементов, как усилители, лонжероны, поперечины, пороги, пол кузова. Шов выполняется по формуле: Z 30/40, где числитель - длина шва, а знаменатель - длина интервала между швами, в мм.
Точечная сварка
Точечная сварка используется при любых положениях деталей. Она особенно эффективна в труднодоступных местах по предварительным прошивам свариваемых элементов. Такой вид сварки требует использования газового сопла с боковыми отверстиями на его конце. Газовое сопло по отношению к контактной трубке (мундштуку) выдвигают вперед на 10-15 мм, чтобы создать необходимое расстояние до поверхности свариваемых элементов. Время сварки составляет 0,3-3 с. Сила сварочного тока и время сварки напрямую зависят от толщины свариваемого металла. Для листов толщиной 0,3 мм при односторонней сварке без предварительного высверливания («прошивания») необходима сила ток до 150-200 А. Более толстые листы предварительно высверливают, и тогда силу тока уменьшают до 80-100 А.
Технические характеристики сварочных полуавтоматов приведены в табл. 5.
Таблица 5. Характеристики сварочных полуавтоматов для ремонта кузова
| Тип полуавтомата | Напряжение сети, В | Номинальный сварочный ток при ПВ-60%, А | Диаметр электродной проволоки, мм | Скорость подачи проволоки, м/мин | Источник питания |
| А-537Р | 380 | 150 | 0,8-1,2 | 1,8-5,5 | ВС-200 |
| А-547У | 380 | 300 | 0,8-1,2 | 1,8-7,5 | ВС-300 |
| ПДГ-301 | 220/380 | 315 | 0,8-1,2 | 3-12 | ВДГ-301 |
| ПДГ-303 | 220/380 | 315 | 0,8-1,2 | 3-12 | ВДГ-301 |
| ПДГ-305 | 220 | 315 | 0,8-1,2 | 1,2-12 | ВДГ-302 |
| А-825М | 220/380 | 300 | 0,8-1,2 | 1,2-10,3 | ВС-300 |
| А-1230М | 380 | 315 | 0,8-1,2 | 2,4-12 | ВДГ-302 |
| СВАП | 380 | 140 | 0,8 | 4-11 | — |
| «Кемпомат»-163S | 220/380 | 140 | 0,6-0,8 | 0-11 | — |
Для обеспечения качество сварного шва необходимо точно выбрать режим сварки при ремонте. Это зависит от толщины свариваемых деталей и определяется диаметром электродной проволоки, силой сварочного тока и напряжением дуги, скоростью подачи проволоки и скоростью сварки, вылетом электродной проволоки и расходом углекислого газа. Все эти параметры объединяет график, представленный на рис. 49 и табл. 6 для проволоки Св-08ГС диаметром 0,8 мм. В практике автомобилестроения для облицовки кузовов применяется лист толщиной 0,6-1,2 мм.
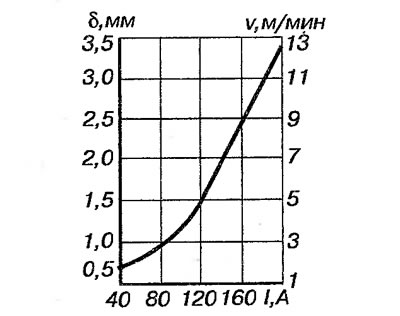
Рис. 49. Зависимость силы тока и скорости подачи проволоки от толщины свариваемых деталей (при сварке в среде углекислого газа проволокой Св-08ГС диаметром 0,8 мм)
Таблица 6. Режимы сварки кузова в среде углекислого газа электродной проволокой СВ-08ГС диаметром 0,8 мм
| Толщина металла, мм | Режим сварки | ||||
| Сила тока сварки, А | Напряжение дуги, В | Скорость подачи проволоки, м/мин | Вылет электрода, мм | Расход СО2, дм3/мин | |
| 0,7-0,9 | 40-80 | 17-18 | 2,0-2,5 | 8-10 | 6-7 |
| 0,9-1,2 | 70-100 | 18-20 | 2,5-3,5 | 8-10 | 6-8 |
| 1,2-1,5 | 90-120 | 20-22 | 3,5-5,0 | 8-10 | 6-9 |
Сварщик, работающий правой рукой, располагает горелку с наклоном вдоль оси сварного шва под углом 25-45° так, чтобы пламя было направлено влево. Конец пламени удерживают на расстоянии около 1 мм от поверхности расплавленного металла. Перемещая горелку справа налево, наконечник -наклоняют в сторону выполненного шва, а струей пламени прогревают линию сварки (рис. 50). Левша держит горелку в левой руке, перемещает ее слева направо и также наклоняет в сторону выполненного сварного шва. При сварке тонколистового металла кузова, независимо от направления перемещения горелки, ее всегда наклоняют в сторону выполняемого шва. Если сварку осуществляют с присадочным материалом, то его удерживают симметрично соплу, а конец присадочного металла погружают короткими быстрыми зигзагообразными движениями в расплавленный металл шва.
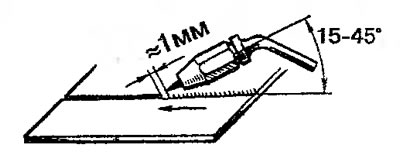
Рис. 50. Положение сопла горелки относительно сварного шва
Для листов металла толщиной 0,6-0,8 мм - используйте проволоку диаметром 0,6 мм, при толщине свариваемых листов 0,8-1,0 мм - проволоку диаметром 0,8 мм, если толщина листов более 1,2 мм - проволоку диаметром 1,0-1,2 мм.
Для сварки выбирается такое напряжение электрического тока, чтобы обеспечить устойчивый процесс сварки при максимально короткой дуге (1,5-4,0 мм), так как при более значительной длине дуги процесс сварки неустойчив и дуга обрывается (гаснет). Рекомендуемое напряжение сварки находится в пределах 17-23 В.
Определение силы тока и скорости подачи электродной проволоки отражено на графике (см. рис. 49) и в табл. 6 свариваемых деталей. На практике скорость подачи выбирается так, чтобы процесс формирования шва протекал устойчиво, а разбрызгивание металла было незначительным. Наложение шва в горизонтальном, вертикальном и потолочном положениях требует уменьшения напряжения и силы сварочного тока на 10-20% по сравнению с соответствующим значением для нижнего (горизонтального) шва.
Расстояние от торца мундштука горелки до сварного шва колеблется в пределах 7-12 мм. Соединение кузовных деталей в стык при толщине деталей до 2 мм (при угловом катете - 5 мм) выполняется вертикальным швом.
В начале сварки электродную проволоку выставляют вертикально к кромке изделия, а после образования сварочной ванны наклоняют но угол 15-40° (см. рис. 50). При этом жидкий металл удерживается давлением дуги. При сварке потолочных и наклонных швов расход газа следует-увеличить.
При соединении тонких листов сварку осуществляют углом вперед и движением горелки справа налево. Ванна получается широкой, но не глубокой. При соединении более толстых листов сварку осуществляют углом назад и движении горелки слева направо. Ванна получается узкой, но более глубокой. Минимальный расход материалов (сварочной проволоки и углекислого газа) достигается при соединении деталей методом точечной сварки.
В качестве сварочной проволоки при ремонте кузова автомобиля рекомендуется проволока марки Св-08ГС-О или Св-08Г2С-О - легированная (марганец и кремний), омедненная, диаметром 0,8 мм. Проволока марки Св-08ГС-О содержит 0,08% углерода и до 1% марганца и 1% кремния. Свариваемые поверхности кузова и само проволока должны быть чистыми.
Использование углекислого газа, как защитной среды, практикуется очень давно. Газ поставляется в сжиженном состоянии в баллоне типа «150» емкостью 40 л, под давлением 75 кгс/см2, который вмещает до 25 кг жидкой углекислоты. При испарении.из 1 кг жидкой углекислоты образуется до 500 л углекислого газа.
Нормальный расход углекислого газа при полуавтоматической сварке тонколистового металла кузова составляет 7-9 л/мин. Одного баллона хватает на 22-24 ч беспрерывных сварочных работ.
Преимущества полуавтоматической сварки в защитном газе
Преимущества полуавтоматической сварки в защитном газе, по сравнению с ручной газовой сваркой, заключаются в следующем:
- повышается скорость сварки;
- снижается зона термического влияния в свариваемых деталях;
- исключается тепловая деформация свариваемых деталей;
- повышается качество сварного шва;
- обеспечивается ведение сварки в труднодоступных местах;
- отсутствует шлаковая корка на сварном шве;
- достигается высокая антикоррозийная стойкость шва;
- снижается стоимость сварных работ;
- создаются благоприятные условия работы.
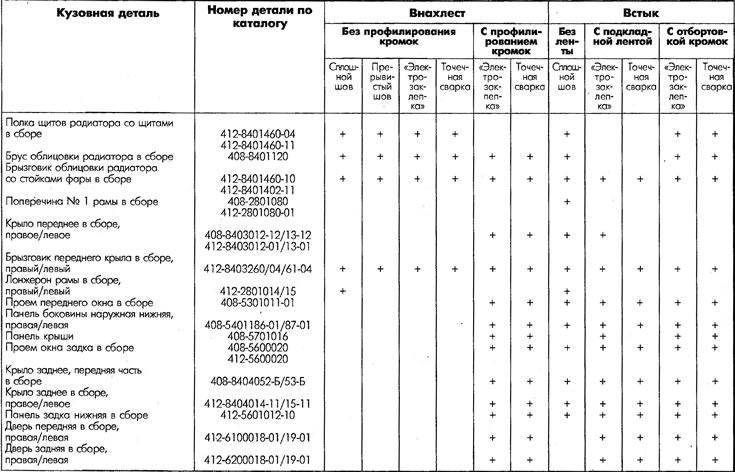
Возможный вид и способ соединения деталей сваркой в каждом конкретном случае определяет исполнитель. В табл. 7 приведены в качестве примера рекомендации по выбору способа и вида соединения некоторых элементов кузова автомобиля Москвич-412 при его ремонте.
Таблица 7. Виды сварных соединений при сварке деталей автомобиля Москвич-412