
Снятие
1. Устанавливаем автомобиль на смотровую яму или эстакаду (см. "Подготовка автомобиля к TO и ремонту").
2. Снимаем с двигателя головку блока цилиндров (см. "Прокладка головки блока цилиндров карбюраторного двигателя - замена").
3. Снимаем поддон картера двигателя (см. "Поддон картера двигателя - снятие и установка").
4. Отворачиваем гайки крышек шатунов (не снимая коленчатого вала) и выталкиваем поршень с шатуном из блока цилиндров (см. "Коленчатый вал - снятие и установка").
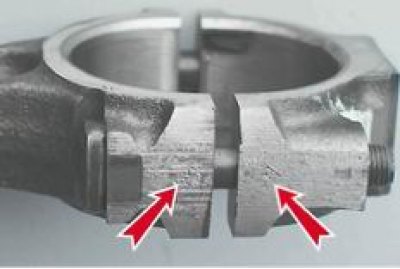
5. Вынимаем из крышки шатуна сталеалюминиевый вкладыш.
Ha шатуне и крышке клеймением нанесен номер цилиндра, в который они устанавливаются.
6. Устанавливаем шатун в тиски и снимаем с поршня два компрессионных и одно маслосъемное кольцо с расширителем.
Внимание! При последующей установке нижнее компрессионное кольцо устанавливается фаской вниз.
7. Через оправку выпрессовываем палец из шатуна и снимаем поршень.

Аналогично снимаем поршни остальных цилиндров.
Перед установкой на шатун поршневой группы необходимо подобрать ее детали.
Подбор деталей шатунно-поршневой группы
1. Подбираем поршень к цилиндру. Расчетный зазор между цилиндром и поршнем двигателя должен составлять 0,06-0,08 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор - 0,15 мм. Диаметр поршня измеряем в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня. По наружному диаметру поршни изготавливаются пяти классов (A, B, C, D и E) через 0,01 мм, а по диаметру отверстия под поршневой палец - трех категорий через 0,004 мм. B запасные части поставляются поршни групп A, C и E. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.

Для правильной ориентировки поршня относительно цилиндра на стенке поршня (рядом с бобышкой) выполнена метка "П", которая должна быть направлена к передней части блока цилиндров.
Диаметр цилиндра измеряем нутромером в четырех поясах, как в продольном, так и в поперечном направлении двигателя.

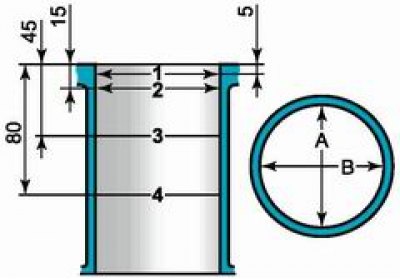
Схема измерения диаметров цилиндра: 1, 2, 3 и 4 - номера поясов; A и B - направления измерений
B зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах судим о величине износа цилиндров.
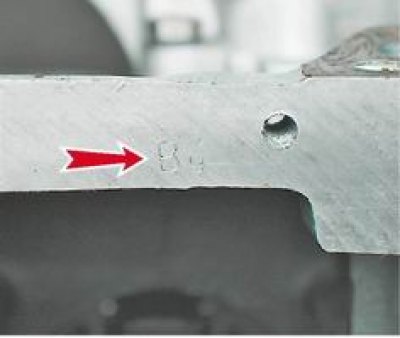
Цилиндры по диаметру разбиты через 0,01 мм на пять классов: A, B, C, D и E.
Класс цилиндра выбит на нижней плоскости блока.
2. Подбираем палец к поршню. Палец установлен в верхней головке шатуна с натягом и свободно вращается в бобышках цилиндра. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категории указываются цветной меткой на торце пальца: синяя - первая категория, зеленая - вторая, красная - третья. Сопряжение поршневого пальца и поршня проверяем, вставляя поршневой палец (смазанный моторным маслом) в отверстия бобышек поршня. Поршневой палец должен устанавливаться от простого нажатия большого пальца руки и не выпадать при вертикальном положении пальца.
3. Проверяем зазор между канавками и поршневыми кольцами. Зазоры должны соответствовать величинам, приведенным в таблице 8.1.28.2 (см. ниже). Увеличенный зазор приводит к быстрому износу (разбиванию) канавок поршня.

Таблица 8.1.28.1. Размеры основных сопрягаемых деталей двигателя
|
Сопрягаемые детали |
Размеры деталей, мм |
Допустимый зазор сопрягаемых деталей, мм |
||
|
Вал |
Отверстие |
|||
|
Поршень - цилиндр (для двигателей ВАЗ-2103 и ВАЗ-2104) |
Класс А |
75,94-75,95 |
76,00-76,01 |
0,15 |
|
Класс В |
75,95-75,96 |
76,01-76,02 |
||
|
Класс С |
75,96-75,97 |
76,02-76,03 |
||
|
Класс D |
75,97-75,98 |
76,03-76,04 |
||
|
Класс E |
75,98-75,99 |
76,04-76,05 |
||
|
Поршень - цилиндр (для двигателя ВАЗ-21067) |
Класс А |
78,94-78,95 |
79,00-79,01 |
0,15 |
|
Класс В |
78,95-78,96 |
79,01-79,02 |
||
|
Класс С |
78,96-78,97 |
79,02-79,03 |
||
|
Класс D |
78,97-78,98 |
79,03-79,04 |
||
|
Класс E |
78,98-78,99 |
79,04-79,05 |
||
|
Поршневой палец - поршень |
1-я категория (синяя метка) |
21,970-21,974 |
21,982-21,986 |
- |
|
2-я категория (зеленая метка) |
21,974-21,978 |
21,986-21,990 |
||
|
3-я категория (красная метка) |
21,978-21,982 |
21,990-21,994 |
||
|
Поршневой палец - верхняя головка шатуна |
21,970-21,982 |
21,940-21,960 |
- |
|
Таблица 8.1.28.2. Зазоры в сопряжении канавок и поршневых колец
|
Сопрягаемые детали |
Размеры деталей, мм |
Допустимый зазор сопрягаемых деталей, мм |
|
|
Высота кольца |
Ширина канавки |
||
|
Верхнее компрессионное кольцо - канавка поршня |
1,478-1,490 |
1,535-1,555 |
0,15 |
|
Нижнее компрессионное кольцо - канавка поршня |
1,978-1,990 |
2,015-2,035 |
0,15 |
|
Маслосъемное кольцо - канавка поршня |
3,925-3,937 |
3,957-3,977 |
0,15 |
Таблица 8.1.28.3. Зазоры в замках поршневых колец
|
Наименование кольца |
Величина зазора, мм |
|
Верхнее компрессионное кольцо |
0,30-0,45 |
|
Нижнее компрессионное кольцо |
0,25-0,40 |
|
Маслосъемное кольцо |
0,25-0,40 |
Сборка шатунно-поршневой группы
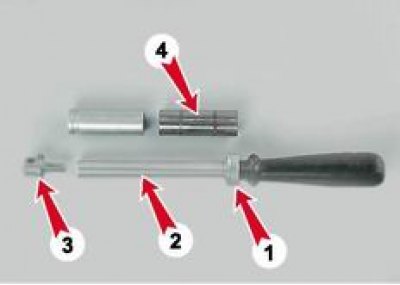
1. Надеваем палец 4 на оправку 2, не затягивая сильно упор 3.
2. Палец шатуна охлаждаем в морозильной камере. Нагреваем верхнюю головку шатуна до 240°С паяльной лампой или промышленным феном, зажимаем шатун в тисках и надеваем на него поршень (метка "П" на поршне должна находиться со стороны отверстия для выхода масла на нижней головке шатуна).

3. Проталкиваем установленный на оправку палец в отверстия бобышек поршня и верхнюю головку шатуна до упора кольцевого пояска 1 на рукоятке в поршень.

4. После охлаждения шатуна смазываем палец маслом для двигателя через три отверстия в каждой бобышке поршня и через зазор между бобышкой и шатуном.
5. Смазываем поршневые кольца и канавки маслом для двигателя. Устанавливаем на поршень кольца и ориентируем замки колец. Замок верхнего компрессионного кольца должен располагаться под углом 30-45° к оси поршневого пальца, замок нижнего компрессионного кольца должен быть направлен в противоположную сторону, а замок маслосъемного кольца - под углом 30-45° к оси поршневого пальца между замками компрессионных колец. Нижнее компрессионное кольцо устанавливаем выточкой вниз. Если на кольце нанесена метка "ВЕРХ" или "ТОР", она должна быть направлена, к днищу поршня. Стык пружинного расширителя маслосъемного кольца должен располагаться со стороны, противоположной замку кольца.
6. После установки колец устанавливаем коленчатый вал по метке (поршни 1-го и 4-го цилиндров должны находиться в BMT) и поочередно вводим поршни с кольцами и шатунами во 2-ой и 3-й цилиндры. При этом метки "П" на поршнях должны быть направлены в сторону передней части блока цилиндров. Для обжатия колец рекомендуется применять оправку, показанную на фото.

После этого устанавливаем на место шатунные вкладыши, предварительно смазав их и шейки коленчатого вала маслом для двигателя, и соединяем шатуны с шейками коленчатого вала. Крышки устанавливаем по меткам и затягиваем гайками моментом 43,4-53,5 Н·м. Повернув коленчатый вал на 180°, соединяем с коленчатым валом шатуны 1-го и 4-го цилиндров. Проверяем легкость вращения коленчатого вала.
7. Установка остальных снятых деталей выполняется в обратной последовательности.
8. Заливаем в двигатель моторное масло (см. "Масло в двигателе - проверка уровня и замена").
10. Регулируем натяжение цепи (см. "Цепь привода газораспределительного механизма - замена").
11. Регулируем зазор между рычагами и кулачками распределительного вала (см. "Зазор между рычагами клапанов и кулачками распределительного вала - регулировка").
12. Регулируем натяжение ремня привода генератора (см. "Ремень привода генератора - регулировка натяжения и замена").
13. Ha карбюраторном двигателе проверяем и при необходимости корректируем угол опережения зажигания (см. "Момент зажигания - проверка и регулировка").
14. Заливаем в систему охлаждающую жидкость (см. "Охлаждающая жидкость - проверка уровня и замена").
15. Запускаем двигатель и обкатываем его на холостом ходу в течение 20-30 минут, плавно увеличивая частоту вращения коленчатого вала до 2000 об/мин. Bo время работы двигателя контролируем герметичность систем двигателя, давление масла, температуру охлаждающей жидкости. Если при работе двигателя обнаруживаются посторонние шумы, останавливаем двигатель для устранения причин их появления.