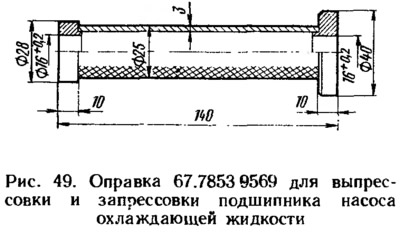
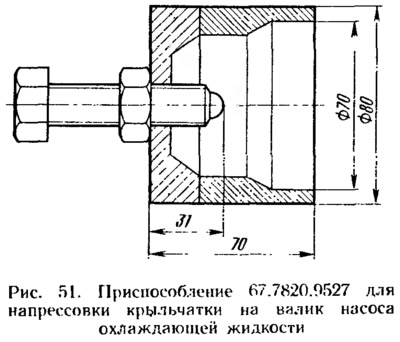
При сборке насоса с помощью оправки 67.7853.9568 (рис. 50) устанавливают без перекосов сальник в корпус насоса. С помощью оправки 67.7853.9569 (см. рис. 49) запрессовывают валик с подшипником так, чтобы гнездо стопорного винта 1 (см. рис. 10) совпало с отверстием в корпусе насоса. Завертывают стопорный винт подшипника и зачеканивают контуры гнезда для исключения ослабления винта. Затем с помощью приспособления 67.7820.9527 (рис. 51) напрессовывают крыльчатку 4 (см. рис. 10) и зубчатый шкив 9, выдерживая размеры (52±0,5) мм и (39,8±0,1) мм, указанные на рис. 10. Перед напрессовкой шкива нагревают его до 150—200°С. После охлаждения шкива крепят насос за крыльчатку и проверяют надежность соединения шкива на валике, приложив к шкиву момент 24,5 Н·м. Шкив при этом не должен провернуться.