
2. В печь, уже нагретую до 240°С, шатуны помещают на 15 мин.
3. Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.
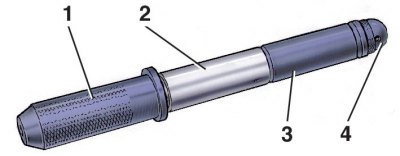
4. Палец 2 заранее приготовьте к сборке, надев его на валик 1 приспособления А.60325, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
5. Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна.
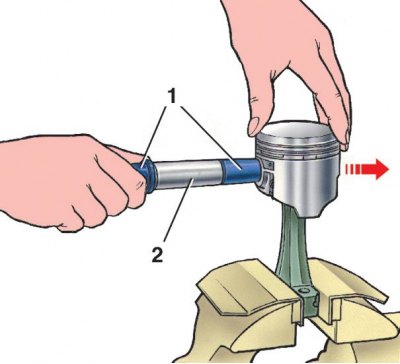
6. Приспособлением А.60325 закрепленный поршневой палец 2 протолкните в отверстие поршня и в верхнюю головку шатуна так, чтобы заплечник приспособления соприкасался с поршнем (1 – приспособление А.60325). Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой). Таким образом палец займет правильное положение.
Внимание! Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном надо соединять так, чтобы метка «П» на поршне и отверстие на шатуне были с одной стороны.
7. После охлаждения шатуна смажьте палец маслом для двигателя через отверстия в бобышках поршня.
8. При установке поршневых колец их замки располагайте через 120°. Кольца устанавливайте так, чтобы выточка на наружной поверхности второго (скребкового) компрессионного кольца была обращена вниз, а фаски на наружной поверхности маслосъемного кольца были обращены вверх (см. рис. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец).
9. Шатун обрабатывается вместе с крышкой, поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.