
Оправка А.60308 представляет собой цилиндрический стержень с диаметром и длиной рабочей части соответственно 21 и 80 мм. Диаметр центрирующего хвостовика, который входит в отверстие поршневого пальца, составляет (14,9±0,05) мм.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке помечают их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
Перед сборкой подбирают палец к поршню. Для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки и не выпадал из него, если держать поршень с поршневым пальцем в вертикальном положении. Выпадающий палец заменяют другим, следующей категории (см. разд. «Особенности устройства»). Если в поршне был палец третьей категории, то заменяют поршень с поршневым пальцем.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения верхней головки. Для этого помещают шатуны на 15 мин в электропечь, нагретую до 240 °С. Для лучшего прогрева кладут шатуны верхними головками внутрь печи.
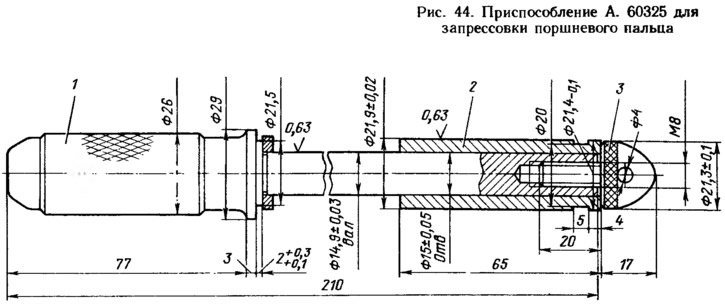
Палец заранее приготавливают к сборке, надев его на валик 1 (рис. 44) приспособления А.60325 и установив между пальцем и рукояткой дистанционное кольцо толщиной 4 мм, наружным диаметром 22 мм и внутренним — 15 мм. На конце приспособления устанавливают направляющую 2 и закрепляют винтом 3. Винт затягивают неплотно, чтобы не произошло заклинивание при расширении пальца от контакта с нагретым шатуном.
Для правильного соединения пальца с шатуном запрессовку необходимо выполнять как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца. Поршень с шатуном должен быть собран так, чтобы стрелка на днище поршня была направлена в сторону выхода отверстия для масла на нижней головке шатуна (см. рис. 5).
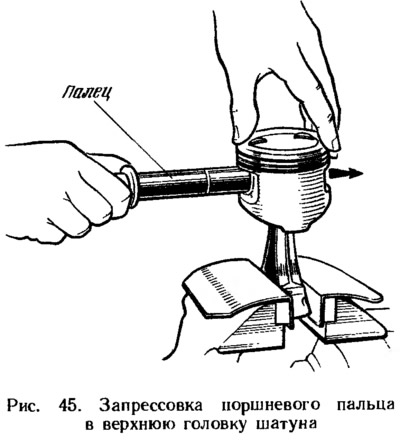
Извлеченный из печи шатун быстро зажимают в тисках. Надевают поршень на шатун, следя за тем, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец проталкивают в отверстие поршня и в верхнюю головку шатуна (рис. 45) до упора заплечика приспособления в поршень. Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 45). Тогда палец займет правильное положение.
После охлаждения шатуна смазывают палец моторным маслом через отверстия в бобышках поршня. Смазывают моторным маслом канавки на поршне и поршневые кольца и устанавливают кольца не поршень. Ориентируют поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок малосъемного кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца.
Нижнее компрессионное кольцо устанавливают выточкой вниз. Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливают меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверяют, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.