
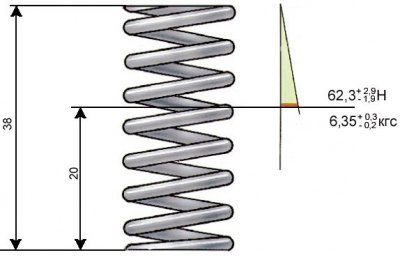
Основні дані для перевірки пружини редукційного клапана
1. Після розбирання всі деталі насоса промийте гасом або бензином, продуйте струменем стисненого повітря, а потім огляньте корпус та кришку насоса; за наявності тріщин деталі замініть.
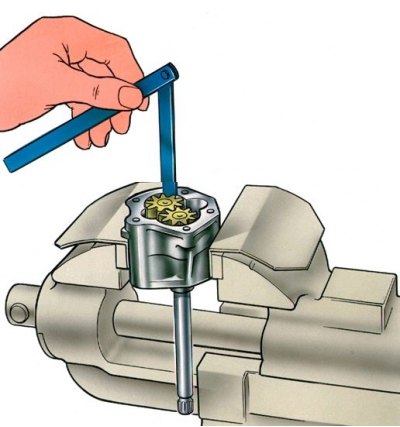
2. Перевірте набором щупів зазори між зубцями шестерень, а також між зовнішніми діаметрами шестерень та стінками корпусу насоса, які мають бути відповідно 0,15 мм (гранично допустимий 0,25 мм) та 0,11 – 0,18 мм (гранично допустимий 0,25 мм).
3. Якщо зазори перевищують граничні значення, замініть шестерні, а при необхідності і корпус насоса.
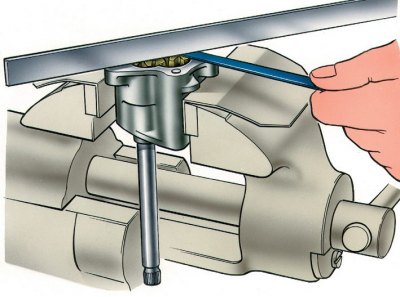
4. Щупом і лінійкою перевірте зазор між торцями шестерень і площиною корпусу, який повинен дорівнювати 0,066–0,161 мм (гранично допустимий 0,2 мм). Якщо зазор більше 0,2 мм, замініть шестерні або корпус насоса в залежності від того, що зазнало зношування.
5. Вимірявши деталі, визначте зазор між веденою шестернею та її віссю, який повинен бути 0,017–0,057 мм (гранично допустимий 0,1 мм), а також між валом насоса та отвором у корпусі, цей зазор повинен бути 0,016–0,055 мм (гранично допустимий 0,1 мм). Якщо зазори перевищують граничні, замініть зношені деталі.
Перевірка редукційного клапана
6. Під час ремонту масляного насоса перевірте редукційний клапан. Зверніть увагу на поверхні клапана і насоса, оскільки можливі забруднення або відкладення на поверхнях, що сполучаються, можуть призвести до заїдання. На поверхні клапана, що сполучається, не повинно бути вибоїн і задирок, які можуть призвести до зменшення тиску в системі.
7. Перевірте пружність пружини редукційного клапана, порівнюючи отримані дані з наведеними на рис. Основні дані для перевірки пружини редукційного клапана.
Перевірка валика та шестерні приводу масляного насоса
8. На поверхнях опорних шийок валика і на робочій поверхні ексцентрика не повинно бути вм'ятин і рисок.
9. На зубцях шестерень приводу масляного насоса та розподільника запалювання не допускаються вифарбовування, при такому дефекті замініть валик та шестерню.
Перевірка втулок валика приводу масляного насоса
10. Перевірте внутрішній діаметр втулок, їх запресування в гніздах, а також збіг мастильного отвору в передній втулці з каналом у блоці циліндрів (провертання втулки). Внутрішня поверхня має бути гладкою і без задир.
11. Вимірявши діаметри валика та втулок, визначте зазори між втулками та опорними поверхнями валика. Якщо зазор перевищує 0,15 мм (граничний знос), а також при пошкодженні поверхонь втулок або ослабленні їх запресування замініть втулки.
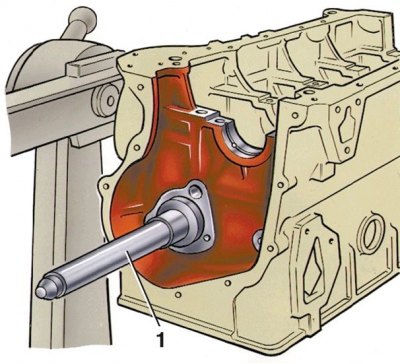
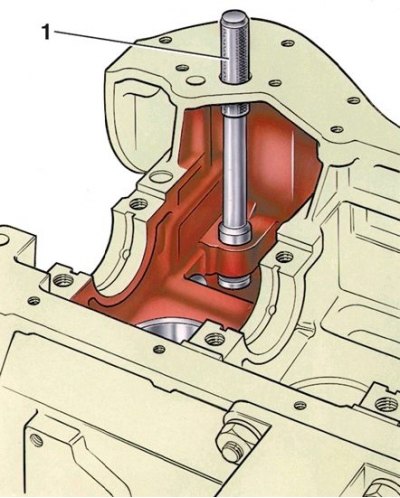
12. При заміні користуйтеся як для зняття, так і для встановлення оправкою А.60333/1/2 (1 – оправлення А.60333/1/2).
13. Втулки повинні бути запресовані в гнізда, при цьому отвір для олії в передній втулці повинен бути проти каналу в блоці циліндрів.
14. Після запресування втулки повинні бути остаточно оброблені та доведені за внутрішнім діаметром (розміри дано на рис. Основні розміри масляного насоса та його приводу).
15. Щоб забезпечити повну співвісність втулок валу, для їх доведення застосовується розгортка А.90353, якою одночасно обробляються обидві втулки.
Перевірка втулки шестерні приводу масляного насоса
16. Внутрішня поверхня повинна бути гладкою і без задир, інакше втулку замініть.
17. Для випресування та запресування втулки користуйтеся оправкою А.60326/R (1 – оправлення А.60326/R).
18. Після запресування втулку розгорніть до діаметра 16,016–16,037 мм.