
Випресування напрямних втулок
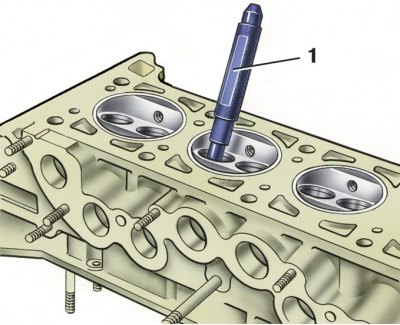
1 – оправлення А.60153/Я
Перевірте зазор між напрямними втулками та стрижнем клапана, вимірявши діаметр стрижня клапана та отвір напрямної втулки. Розрахунковий зазор для нових втулок: 0,022–0,055 мм – для впускних клапанів та 0,029–0,062 мм – для випускних клапанів; максимально допустимий граничний зазор (при зносі) 0,15мм.
Якщо збільшений зазор між напрямною втулкою та клапаном не може бути усунений заміною клапана, замініть втулки клапанів, користуючись виправленням А.60153/R.
Для заміни двох напрямних втулок впускного та випускного клапанів циліндрів N1 та N4 відверніть дві шпильки кріплення корпусу підшипників розподільчого валу, оскільки вони заважають установці оправлення.
Запресовуйте напрямні втулки з надітим стопорним кільцем до упору кільця в площину головки циліндрів.
Після запресування розгорніть отвори в напрямних втулках розгортками А.90310/1 (для втулок впускних клапанів) та А.90310/2 (для втулок випускних клапанів). Потім прошліфуйте сідло клапана та доведіть ширину робочої фаски до потрібних розмірів, як зазначено вище.