Проверяют набором щупов зазоры между зубьями шестерен, а также между наружными диаметрами шестерен и стенками корпуса насоса, которые должны быть соответственно 0,15 мм (предельно допустимый 0,25 мм) и 0,11—0,18 мм (предельно допустимый 0,25 мм). Если зазоры превышают предельные значения, то заменяют шестерни, а при необходимости и корпус насоса.
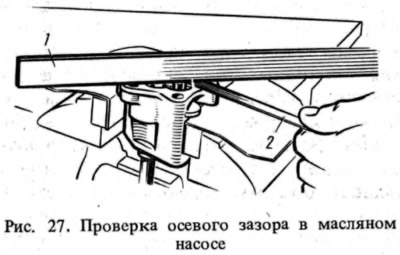
Щупом 2 проверяют зазор между торцами шестерен и линейкой 1 (рис. 27), который должен быть 0,066—0,161 мм (предельно допустимый 0,20 мм). Если зазор больше 0,20 мм, заменяют шестерни или корпус в зависимости от того, что износилось.
Измеряют диаметры и определяют зазор между осью и ведомой шестерней, который должен быть 0,017—0,057 мм (предельно допустимый 0,10 мм), а также между валиком насоса и отверстием в корпусе, который должен быть 0,016—0,055 мм (предельно допустимый 0,10 мм). При необходимости заменяют изношенные детали.
При ремонте насоса обратить внимание на поверхности редукционного клапана и корпуса, на которых не должно быть загрязнений, отложений, забоин, заусенцев, которые могут привести к заеданию клапана или уменьшить давление масла в системе. Проверяют упругость и длину пружины редукционного клапана и сравнивают с приведенными выше данными.
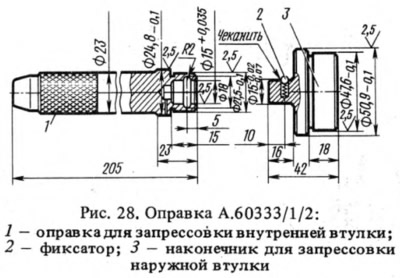
Проверяют овальность втулок валика 10 (см. рис. 24) привода масляного насоса и распределителя зажигания, их запрессовку в гнездах, а также совпадение отверстия в передней втулке с каналом в блоке цилиндров, т. е, не провернулась ли втулка. Измерив диаметры валика и втулок, определяют зазоры. Если зазоры превышают 0,15 мм (предельный износ), а также имеют повреждения поверхностей или ослабление запрессовки, втулки заменяют. Для замены втулок используется оправка А.60333/1/2 (рис. 28). После запрессовки втулки должны быть окончательно обработаны ступенчатой разверткой А.90353 до размеров, указанных в табл. 2. Развертка обрабатывает сразу обе втулки для сохранения их соосности.
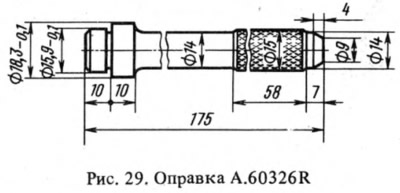
Не допускается ослабления запрессовки и овальность втулки шестерни привода масляного насоса и распределителя зажигания. Внутренняя поверхность должна быть гладкой, без задиров, В противном случае втулку заменяют новой. Для запрессовки и выпрессовки используется оправка A.60326R (рис. 29). После запрессовки втулку развертывают до диаметра 16,016—16,037 мм.