Валік прывада дапаможных агрэгатаў не павінен мець пашкоджанняў апорных шыек, а шасцярня валіка - візуальна прыкметнага зносу і выкрошивания зубьев. Валік адбракуйце і пры зносе апорных шыек: пярэдняй да дыяметра 48,01 мм, задняй да дыяметра 21,94 мм.
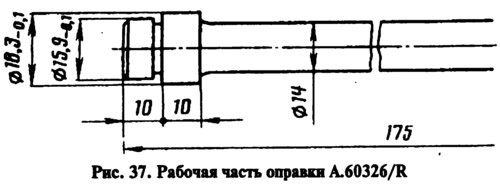
Не дапушчаецца паслабленне запрэсоўкі і овальность утулкі шасцярні прывада алейнай помпы і размеркавальніка запальвання. Унутраная паверхня ўтулкі павінна быць без задиров. Для запрэсоўкі і выпрасоўкі выкарыстоўваюць апраўку 1 (мал. 37) A.60326/R. Пасля запрэсоўкі ўтулку разгарніце да дыяметра 16,016-16,037 мм.