
Trzpień A.60308 to cylindryczny pręt o średnicy i długości części roboczej odpowiednio 21 i 80 mm. Średnica trzpienia centrującego, który pasuje do otworu sworznia tłokowego wynosi (14,9±0,05) mm.
Jeśli niektóre części korbowodu i grupy tłoków nie są uszkodzone i lekko zużyte, można je ponownie wykorzystać. Dlatego podczas demontażu oznaczają je, aby później złożyć grupę z tymi samymi częściami i zainstalować je w tym samym cylindrze silnika.
Przed montażem podnieś palec do tłoka. Dla prawidłowego krycia konieczne jest, aby nasmarowany olejem silnikowym sworzeń tłokowy wszedł w otwór tłoka po prostu naciskając kciukiem i nie wypadł z niego, jeśli trzymamy tłok ze sworzniem tłokowym w pozycji pionowej. Rozwijany palec zostaje zastąpiony innym palcem z następującej kategorii (patrz sekta. «Funkcje urządzenia»). Jeśli tłok miał sworzeń trzeciej kategorii, wymień tłok na sworzeń tłokowy.
Ponieważ sworzeń jest wkładany w górny koniec korbowodu z pasowaniem ciasnym, konieczne jest podgrzanie korbowodu, aby rozszerzyć górny koniec. Aby to zrobić, korbowody umieszcza się na 15 minut w piecu elektrycznym nagrzanym do 240°C. W celu lepszego ogrzewania korbowody umieszcza się górnymi głowicami wewnątrz pieca.
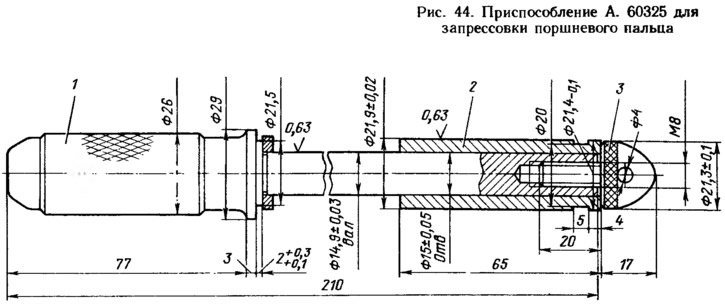
Palec przygotowuje się wcześniej do montażu poprzez nałożenie go na rolkę 1 (Ryż. 44) mocowanie A.60325 i założenie pomiędzy palcem a rękojeścią pierścienia dystansowego o grubości 4 mm, o średnicy zewnętrznej 22 mm i średnicy wewnętrznej 15 mm. Prowadnica 2 jest zainstalowana na końcu urządzenia i przymocowana śrubą 3. Śruba jest luźno dokręcona, aby nie doszło do zakleszczenia, gdy palec rozszerza się w wyniku kontaktu z rozgrzanym korbowodem.
Aby prawidłowo połączyć sworzeń z korbowodem, należy jak najszybciej wykonać wciskanie, ponieważ korbowód szybko się ochładza, a po schłodzeniu nie będzie można zmienić położenia sworznia. Tłok z korbowodem należy zamontować tak, aby strzałka na denku tłoka była skierowana w stronę wylotu otworu olejowego na dolnej głowicy korbowodu (patrz ryc. 5).
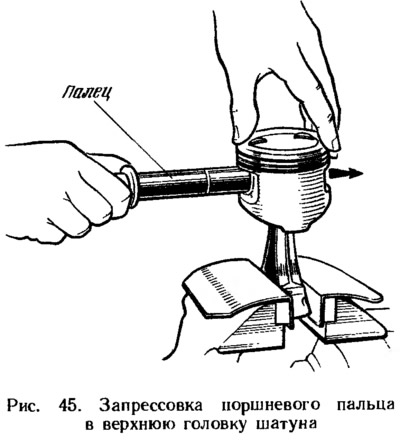
Korbowód wyjęty z pieca jest szybko zaciskany w imadle. Umieść tłok na korbowodzie, upewniając się, że otwór na sworzeń pokrywa się z otworem w górnej głowicy korbowodu. Sworzeń tłoka zamocowany na uchwycie jest wciskany w otwór tłoka i w górną głowicę korbowodu (Ryż. 45) aż do zatrzymania występu narzędzia w tłoku. Podczas tej operacji tłok musi być dociskany przez piastę do górnej głowicy korbowodu w kierunku wciskania sworznia (pokazana strzałką na ryc. 45). Wtedy palec przyjmie właściwą pozycję.
Po schłodzeniu korbowodu nasmaruj palec olejem silnikowym przez otwory w piastach tłoka. Nasmaruj rowki na tłoku i pierścieniach tłokowych olejem silnikowym i zamontuj pierścienie na tłoku. Ustaw pierścienie tłokowe tak, aby górny pierścień uszczelniający znajdował się pod kątem około 45°względem osi sworznia tłokowego, dolny pierścień uszczelniający znajdował się pod kątem około 180°względem osi górnego pierścienia uszczelniającego, a mały pierścień zabezpieczający znajdował się pod kątem około 90°względem tłoka oś sworznia górny pierścień dociskowy.
Dolny pierścień zaciskowy jest montowany rowkiem w dół. Jeśli pierścień jest zaznaczony «Szczyt» Lub «SŁUP», wtedy pierścień jest ustawiony ze znacznikiem do góry (do dna tłoka). Przed zamontowaniem pierścienia zgarniającego olej należy sprawdzić, czy złącze rozpieracza sprężyny znajduje się po stronie przeciwnej do blokady pierścienia.