
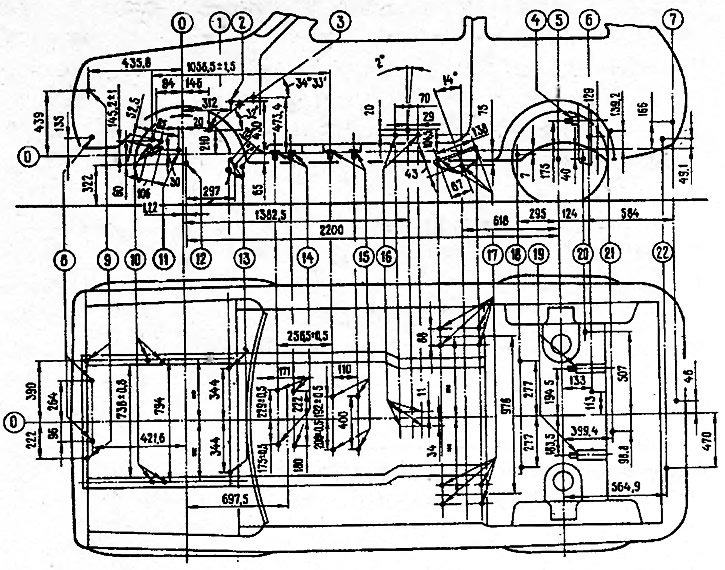
Rizs. 8-4. Az alváz rögzítési pontjai: 0 - alapvonalak; 1 - a kormányszerkezet közepe; 2 - a fék- és tengelykapcsoló-pedálok tengelye; 3 - a kormánykerék tengelyének tengelye; 4 - a hátsó felfüggesztés lengéscsillapítóinak rögzítése; 5 - a hátsó kerekek tengelye; 6 - a fő hangtompító elülső csövének rögzítése; 7 - a fő kipufogódob hátsó rögzítése; 8 - alsó radiátortartó; 9 - felső radiátortartó; 10 - az első felfüggesztés kereszttartójának rögzítése; 11 - a differenciálmű középpontja; 12 - a kerék közepe; 13 - a bukókeret felszerelése; 14 - a hajtómű hátsó felfüggesztésének rögzítése; 15 - az osztómű rögzítése; 16 - kéziféktartó, 17 - a hátsó felfüggesztés hosszirányú rudainak első rögzítése; 18 - hosszirányú rudak hátsó rögzítése; 19 - a hátsó felfüggesztés lengéscsillapítóinak rögzítése; 20 - a hátsó felfüggesztés keresztirányú rúdjának rögzítése; 21 - a fő hangtompító elülső rögzítése; 22 - a fő hangtompító kipufogócsövének rögzítése
Az alappontokat vezérlő berendezést a javítások során is használják testegyenesítő eszközökkel kombinálva.
A deformálódott felületeket a fém mechanikai vagy termikus hatásával, valamint a horpadások gyors keményedő műanyaggal vagy forraszanyaggal történő kitöltésével javítják.
A gyűrött tollazatot általában kézzel, speciális szerszámmal megolvasztják (fém, műanyag, fa kalapácsok és különféle tüskék) és berendezési tárgyak.
A fűtött egyengetést felborításra használják (összehúzódások) erősen feszített panelfelületek. Az éles duzzadás és a mechanikai tulajdonságok romlása érdekében a panelt 600-650°C-ra melegítik (meggy piros).
A fűtött pont átmérője nem haladhatja meg a 20-30 mm-t.
A felület meghúzásához az alábbiak szerint járjon el.
- gázégővel melegítse fel a fémet a perifériáról a hibás terület közepéig, és fakalapács és kalapács ütéseivel lapos támasztékkal vagy üllővel borítsa fel a felhevült helyeket;
- ismételje meg a melegítési és felborítási műveleteket, amíg lapos felületet nem kap.
A panelek egyenetlenségeit poliészter töltőanyagokkal, hőre lágyuló műanyagokkal, hidegen keményedő epoxi gittekkel és forrasztással lehet kisimítani.
A poliészter gittek megbízható kötést képeznek a fémig lecsupaszított panelekkel. Ezek kétkomponensű anyagok: egy telítetlen poliészter gyanta és egy keményítő, amely katalizátora a keverék gyors kikeményedésének, függetlenül a gittréteg vastagságától. A száradási idő 20°C-on 15-20 perc, így nem kell több rétegben felhordani, ami csökkenti a gittezés időtartamát.
A karosszériaelemek korrodált részei hidegen kikeményedő epoxi gittekkel javíthatók, amelyek nagy tapadásúak, kellő szilárdságúak és könnyen felvihetők a sérült területekre.
A masztixek összetétele keményítőket, lágyítókat tartalmaz (a gyanta plaszticitásának és a kikeményedett epoxi ütésállóságának javítására), töltőanyagok (csökkenti a gyanta zsugorodását, és közelebb hozza egymáshoz a gyanta és a fém hőtágulási együtthatóit).
A POSSu18-2, POSSu25-2 forrasztók a korábban forraszanyaggal feltöltött területek kiegyenlítésére, az alkatrészek éleinek felépítésére és a rés megszüntetésére szolgálnak. A korrózió megelőzése érdekében jobb, ha savmentes forrasztási módszert alkalmazunk.
Jelentősebb sérülés esetén a paneleket ellenállás- és elektromos hegesztéssel, védőgázos környezetben újakra cserélik.