
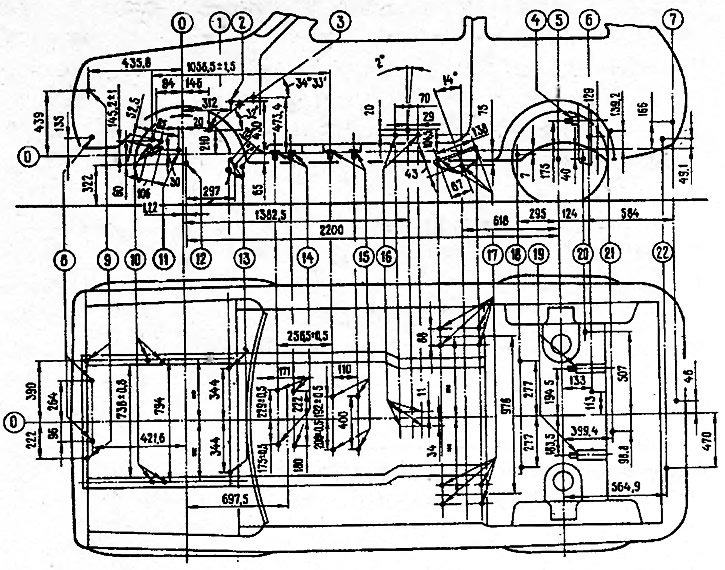
Ryža. 8-4. Upevňovacie body podvozku: 0 - základné línie; 1 - stred mechanizmu riadenia; 2 - os brzdového a spojkového pedála; 3 - os hriadeľa volantu; 4 - upevnenie tlmičov zadného zavesenia; 5 - os zadných kolies; 6 - upevnenie prednej rúrky hlavného tlmiča výfuku; 7 - zadný držiak hlavného tlmiča výfuku; 8 - spodný držiak chladiča; 9 - horný držiak chladiča; 10 - upevnenie priečneho nosníka predného zavesenia; 11 - stred diferenciálu; 12 - stred kolesa; 13 - montáž stabilizátora; 14 - upevnenie zadného zavesenia pohonnej jednotky; 15 - upevnenie prenosovej skrine; 16 - držiak ručnej brzdy, 17 - predný držiak pozdĺžnych tyčí zadného zavesenia; 18 - zadné upevnenie pozdĺžnych tyčí; 19 - upevnenie tlmičov zadného zavesenia; 20 - upevnenie priečnej tyče zadného zavesenia; 21 - predná montáž hlavného tlmiča výfuku; 22 - upevnenie výfukového potrubia hlavného tlmiča výfuku
Zariadenia, na ktorých sa ovládajú základné body, sa používajú aj pri opravách v kombinácii s prístrojmi na vyrovnávanie karosérie.
Deformované povrchy sa opravujú mechanickým alebo tepelným pôsobením na kov, ako aj vyplnením preliačin rýchlotvrdnúcim plastom alebo spájkou.
Pokrčené perie sa roztaví spravidla ručne pomocou špeciálneho nástroja (kovové, plastové, drevené kladivá a rôzne tŕne) a príslušenstvo.
Na utláčanie sa používa vyhrievané vyrovnávanie (kontrakcie) vysoko natiahnuté povrchy panelov. Aby sa zabránilo prudkému napučiavaniu a zhoršeniu mechanických vlastností panelu, zahrieva sa na 600-650°C (čerešňovo červené).
Priemer vyhrievaného miesta by nemal byť väčší ako 20-30 mm.
Na utiahnutie povrchu postupujte nasledovne.
- plynovým horákom zahrejte kov od okraja do stredu poškodeného miesta a údermi drevenej paličky a kladiva rozrušte vyhrievané miesta pomocou plochej podpery alebo nákovy;
- zopakujte operácie zahrievania a ubíjania, kým nedosiahnete plochý povrch panelu.
Nerovnosti v paneloch je možné vyrovnať polyesterovými plnivami, termoplastmi, epoxidovými tmelmi vytvrdzujúcimi za studena a spájkovaním.
Polyesterové tmely vytvárajú spoľahlivé spoje s panelmi, ktoré boli zbavené kovu. Sú to dvojzložkové materiály: nenasýtená polyesterová živica a tvrdidlo, ktoré je katalyzátorom rýchleho vytvrdnutia zmesi bez ohľadu na hrúbku vrstvy tmelu. Doba schnutia pri teplote 20°C je 15-20 minút, preto nie je potrebné nanášať ho vo viacerých vrstvách, čím sa skracuje doba nanášania tmelu.
Skorodované časti panelov karosérie je možné opraviť epoxidovými tmelmi vytvrdzujúcimi za studena, ktoré majú vysokú priľnavosť, dostatočnú pevnosť a ľahko sa nanášajú na poškodené miesta.
Zloženie tmelov zahŕňa tvrdidlá, zmäkčovadlá (na zlepšenie plasticity živice a rázovej húževnatosti vytvrdeného epoxidu), plnivá (na zníženie zmršťovania živice a priblíženie koeficientov tepelnej rozťažnosti živice a kovu).
Spájky POSSu18-2, POSSu25-2 sa používajú na vyrovnanie plôch predtým vyplnených spájkou, na vybudovanie hrán dielov a na odstránenie medzery. Aby sa zabránilo korózii, je lepšie použiť metódu spájkovania bez kyseliny.
V prípade výrazného poškodenia sa panely vymieňajú za nové pomocou odporového zvárania a elektrického zvárania v prostredí ochranného plynu.