
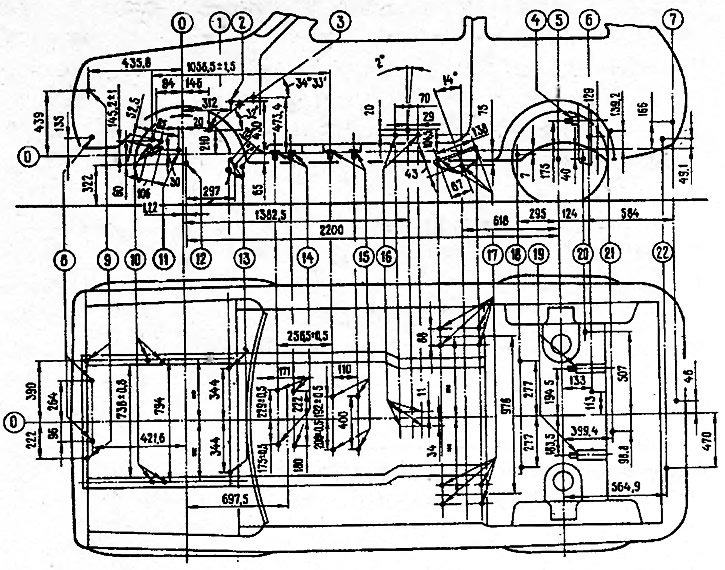
Сл. 8-4. Тачке причвршћивања чворова шасије: 0 - основне линије; 1 - центар управљачког механизма; 2 - оса педала кочнице и квачила; 3 - оса осовине волана; 4 - причвршћивање амортизера задње суспензије; 5 - оса задњих точкова; 6 - причвршћивање предње цеви главног пригушивача; 7 - задњи носач главног пригушивача; 8 - доњи носач радијатора; 9 - горњи носач хладњака; 10 - причвршћивање попречног носача предњег вешања; 11 - центар диференцијала; 12 - центар точка; 13 - монтажа стабилизатора; 14 - причвршћивање задње суспензије агрегата; 15 - причвршћивање преносног кућишта; 16 - носач ручне кочнице, 17 - предњи носач уздужних шипки задњег огибљења; 18 - задње причвршћивање уздужних шипки; 19 - причвршћивање амортизера задње суспензије; 20 - причвршћивање попречне шипке задње суспензије; 21 - предња монтажа главног пригушивача; 22 - причвршћивање издувне цеви главног пригушивача
Опрема, на којој се контролишу базне тачке, такође се користи приликом поправки у комбинацији са уређајима за исправљање каросерије.
Деформисане површине поправљају се механичким или термичким дејством на метал, као и попуњавањем удубљења брзостврдњавајућом пластиком или лемом.
Згужвано перје се топи, по правилу, ручно помоћу специјалног алата (металне, пластичне, дрвене чекиће и разне трнове) и прибора.
За узнемиравање се користи загрејано исправљање (контракције) високо растегнуте површине панела. Да би се спречило оштро отицање и погоршање механичких својстава панела, загрева се на 600-650°Ц (трешња Црвена).
Пречник загрејаног места не би требало да буде већи од 20-30 мм.
Да бисте затегли површину, поступите на следећи начин.
- гасним гориоником загрејте метал од периферије до центра неисправног подручја и ударцима дрвеног маља и чекића узнемирите загрејана места помоћу равног носача или наковња;
- поновите операције загревања и гњечења док се не добије равна површина.
Неравнине на панелима могу се изгладити полиестерским пунилима, термопластиком, епоксидним китовима хладног очвршћавања и лемљењем.
Полиестерски китови формирају поуздане везе са плочама које су скинуте до метала. То су двокомпонентни материјали: незасићена полиестерска смола и учвршћивач, који је катализатор за брзо очвршћавање смеше, без обзира на дебљину слоја кита. Време сушења на температури од 20°Ц је 15-20 минута, тако да нема потребе да се наноси у више слојева, што скраћује време наношења кита.
Кородирани делови каросерије могу се поправити епоксидним китовима хладног очвршћавања, који имају високу адхезију, довољну чврстоћу и лако се наносе на оштећена места.
Састав мастика укључује учвршћиваче, пластификаторе (за побољшање пластичности смоле и ударне чврстоће очврслог епоксида), пунила (да смањи скупљање смоле и приближи коефицијенте топлотног ширења смоле и метала).
Лемови ПОССу18-2, ПОССу25-2 се користе за изравнавање површина које су претходно биле испуњене лемом, надоградњу ивица делова и елиминисање зазора. Да би се спречила корозија, боље је користити метод лемљења без киселине.
У случају значајнијих оштећења панели се замењују новим помоћу отпорног заваривања и електро заваривања у окружењу заштитног гаса.