
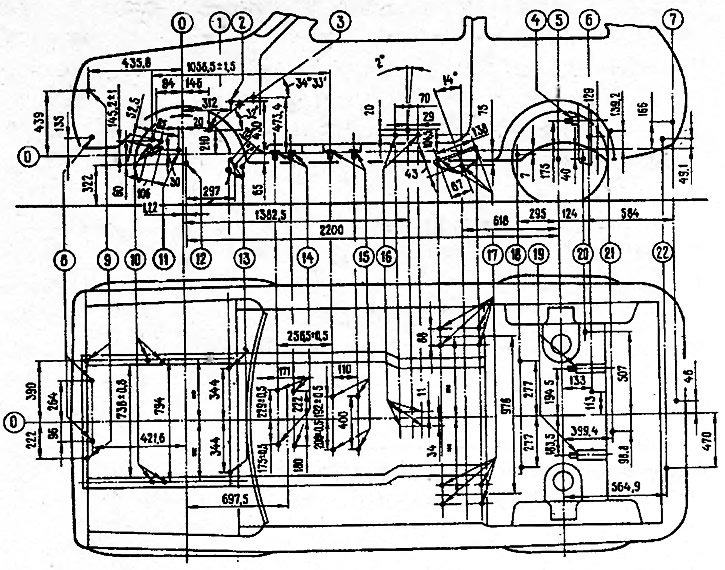
Фиг. 8-4. Точки на закрепване на възлите на шасито: 0 - базови линии; 1 - центърът на кормилния механизъм; 2 - ос на педалите на спирачката и съединителя; 3 - ос на вала на волана; 4 - закрепване на амортисьори на задното окачване; 5 - ос на задните колела; 6 - закрепване на предната тръба на главния шумозаглушител; 7 - заден монтаж на главния шумозаглушител; 8 - долна стойка на радиатора; 9 - горна стойка на радиатора; 10 - закрепване на напречната греда на предното окачване; 11 - центърът на диференциала; 12 - центърът на колелото; 13 - монтиране на стабилизатора; 14 - закрепване на задното окачване на силовия агрегат; 15 - закрепване на трансферната кутия; 16 - закрепване на ръчната спирачка, 17 - предно закрепване на надлъжните пръти на задното окачване; 18 - задно закрепване на надлъжни пръти; 19 - закрепване на амортисьори на задното окачване; 20 - закрепване на напречния прът на задното окачване; 21 - преден монтаж на главния шумозаглушител; 22 - закрепване на изпускателната тръба на главния ауспух
Оборудването, на което се контролират базовите точки, се използва и при ремонти в комбинация с устройства за изправяне на каросерии.
Деформираните повърхности се ремонтират чрез механично или термично въздействие върху метала, както и чрез запълване на вдлъбнатини с бързовтвърдяваща се пластмаса или спойка.
Намачканите места на оперението се стопяват, като правило, ръчно с помощта на специален инструмент (метални, пластмасови, дървени чукове и различни дорници) и приспособления.
Нагревателното изправяне се използва за разгъване (издърпване) на силно опънати повърхности на панели. За да се предотврати рязко набъбване и влошаване на механичните свойства на панелите, те се нагряват до 600-650°C (вишневочервен цвят).
Диаметърът на нагрятото място трябва да бъде не повече от 20-30 mm.
За да стегнете повърхността, продължете както следва.
- с газова горелка, от периферията към центъра на дефектното място, нагрявайте метала и с удари на дървен чук и чук разбивайте нагретите места с помощта на плоска опора или наковалня;
- Повторете операциите по нагряване и разгъване, докато се получи плоска повърхност.
Неравностите в панелите могат да бъдат изгладени с полиестерни пълнители, термопласти, студено втвърдяващи се епоксидни китове и запояване.
Полиестерните шпакловки образуват надеждни връзки с панели, които са били оголени до метал. Те са двукомпонентни материали: ненаситена полиестерна смола и втвърдител, който е катализатор за бързото втвърдяване на сместа, независимо от дебелината на шпакловъчния слой. Времето за съхнене при температура 20°C е 15-20 минути, така че не е необходимо да се нанася на няколко слоя, което намалява продължителността на нанасяне на шпакловката.
Корозиралите участъци от панелите на каросерията могат да бъдат ремонтирани със студено втвърдяващи се епоксидни шпакловки, които имат висока адхезия, достатъчна здравина и лесно се нанасят върху повредени участъци.
Съставът на мастиците включва втвърдители, пластификатори (за увеличаване на пластичността на смолата и якостта на удар на втвърдения епоксиден състав), пълнители (за намаляване на свиването на смолата и сближаване на коефициентите на топлинно разширение на смолата и метала).).
Припои POSSu18-2, POSSu25-2 се използват за изравняване на предварително запълнени с припой зони, изграждане на краищата на частите и премахване на празнината. За да се предотврати корозия, е по-добре да се използва метод за запояване без киселина.
При значителни повреди панелите се подменят с нови чрез електросъпротивително заваряване и електрозаваряване в защитна газова среда.