
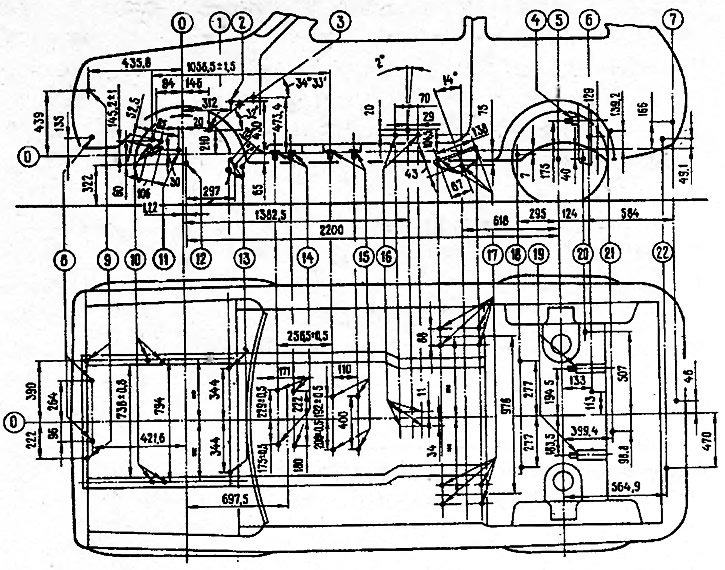
Riža. 8-4. Točke pričvršćivanja šasije: 0 - osnovne linije; 1 - središte upravljačkog mehanizma; 2 - os papučica kočnice i spojke; 3 - os osovine upravljača; 4 - pričvršćivanje amortizera stražnjeg ovjesa; 5 - os stražnjih kotača; 6 - pričvršćivanje prednje cijevi glavnog prigušivača; 7 - stražnji nosač glavnog prigušivača; 8 - donji nosač radijatora; 9 - gornji nosač radijatora; 10 - pričvršćivanje poprečnog nosača prednjeg ovjesa; 11 - središte diferencijala; 12 - središte kotača; 13 - montaža stabilizatorske šipke; 14 - pričvršćivanje stražnjeg ovjesa agregata; 15 - pričvršćivanje kućišta prijenosa; 16 - nosač ručne kočnice, 17 - prednji nosač uzdužnih šipki stražnjeg ovjesa; 18 - stražnji priključak uzdužnih šipki; 19 - pričvršćivanje amortizera stražnjeg ovjesa; 20 - pričvršćivanje poprečne šipke stražnjeg ovjesa; 21 - prednji nosač glavnog prigušivača; 22 - pričvršćivanje ispušne cijevi glavnog prigušivača
Oprema na kojoj se kontroliraju bazne točke također se koristi pri popravcima u kombinaciji s uređajima za ravnanje karoserije.
Deformirane površine popravljaju se mehaničkim ili toplinskim djelovanjem na metal, kao i popunjavanjem udubljenja brzostvrdnjavajućom plastikom ili lemom.
Zgužvano perje se u pravilu topi ručno pomoću posebnog alata (metalni, plastični, drveni čekići i razni trnovi) i čvora.
Grijano ravnanje koristi se za uzrujavanje (kontrakcije) visoko istegnute površine panela. Kako bi se spriječilo oštro bubrenje i pogoršanje mehaničkih svojstava ploče, zagrijava se na 600-650°C (trešnja crvena).
Promjer grijane točke ne smije biti veći od 20-30 mm.
Za zatezanje površine postupite na sljedeći način.
- plinskim plamenikom zagrijte metal od periferije do središta neispravnog područja i udarcima drvenog bata i čekića uzdrmajte zagrijana mjesta pomoću ravnog nosača ili nakovnja;
- ponovite postupke zagrijavanja i savijanja dok se ne dobije ravna površina ploče.
Neravnine na pločama mogu se izravnati poliesterskim punilima, termoplastima, hladno stvrdnjavajućim epoksidnim kitovima i lemljenjem.
Poliesterski kit stvara pouzdane veze s pločama koje su ogoljene do metala. Dvokomponentni su materijali: nezasićena poliesterska smola i učvršćivač koji je katalizator za brzo stvrdnjavanje smjese, bez obzira na debljinu sloja kita. Vrijeme sušenja na temperaturi od 20°C je 15-20 minuta, tako da nema potrebe nanositi ga u više slojeva, što skraćuje vrijeme nanošenja kita.
Korodirani dijelovi panela karoserije mogu se popraviti epoksidnim kitovima koji stvrdnjavaju na hladno, koji imaju visoku adheziju, dovoljnu čvrstoću i lako se nanose na oštećena područja.
Sastav mastika uključuje učvršćivače, plastifikatore (za poboljšanje plastičnosti smole i otpornosti na udar stvrdnutog epoksida), punila (smanjiti skupljanje smole i približiti koeficijente toplinske ekspanzije smole i metala).
Lemovi POSSu18-2, POSSu25-2 koriste se za izravnavanje površina prethodno ispunjenih lemom, nadogradnju rubova dijelova i uklanjanje zazora. Kako bi se spriječila korozija, bolje je koristiti metodu lemljenja bez kiseline.
U slučaju većeg oštećenja ploče se zamjenjuju novima elektrootpornim zavarivanjem i elektrozavarivanjem u okruženju zaštitnog plina.