Зняття та встановлення
розділ «Розбирання та складання заднього мосту». Після встановлення перевірте роботу півосей у дорожніх умовах.
Перевірка технічного стану
Деталі, що входять у комплект півосі, повинні відповідати таким вимогам:
- підшипник не повинен мати пошкоджень та зношування; якщо осьовий зазор у ньому перевищує 0,7 мм, його замініть;
- стопорне кільце та підшипник не повинні мати зсувів щодо початкової посадки;
- якщо внутрішнє кільце підшипника провертається щодо посадкового пояска півосі, запірне кільце замініть;
- піввісь не повинна бути деформована, а посадкові поверхні не повинні мати рисок та пошкоджень. Биття півосі, виміряне в центрах на шийці під сальник, не повинно перевищувати 0,08 мм.
Перед установкою в центри отвори на півосі ретельно очистіть від бруду і іржі. Незначний вигин стрижня півосі усуньте правкою на пресі. Після виправлення стрижня биття торця фланця, заміряного в центрах, не повинно перевищувати 0,05 мм. Якщо биття торця фланця понад вказане, але не більше 0,08 мм, то допускається його проточка для усунення биття торця. Зменшення товщини фланця за рахунок проточки допускається не більше ніж на 0,2 мм.
Розбирання
Напівкільцями пристосування A.74108/R охопіть підшипник і встановіть піввісь вертикально так, щоб півкільця спиралися на упорне кільце. Поставте піввісь під пуансон і прикладайте зусилля, що поступово зростає, до зняття запірного кільця підшипника. Його кільце повторно не використовуйте, а замініть новим.
Перевірте, чи має посадкова поверхня півосі рисок чи ушкоджень; при необхідності напіввісь замініть на нову.
Пристрій A.74108/R складається з опорної склянки та двох напівкілець. Опорний стакан виконаний із труби, зовнішній діаметр якої 180 мм, внутрішній – 154 мм, а висота – 130 мм. У верхній частині склянки проточено гніздо діаметром 155 мм під центруючий поясок напівкілець, висота гнізда 24 мм. Півкільця мають зовнішній діаметр 165 мм, що переходить ступінчасто діаметр 155 мм на висоті 15 мм зверху. У півкільцях проточено два гнізда: нижнє діаметром 72 мм під підшипник півосі та верхнє діаметром 49 мм під упорне кільце підшипника. Гнізда мають завзяті буртики.
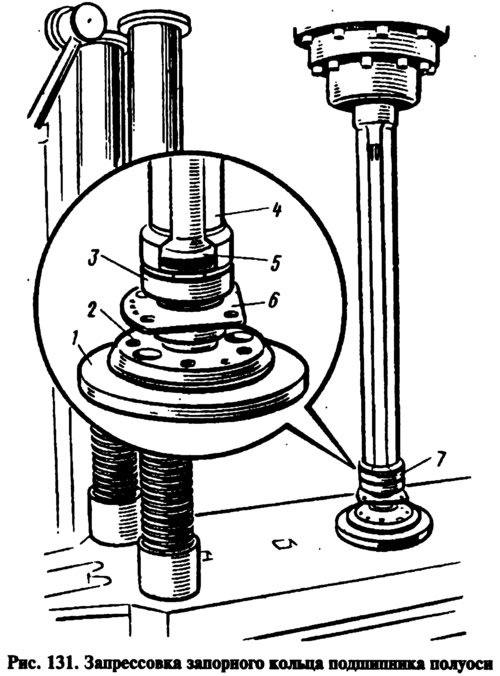
Складання
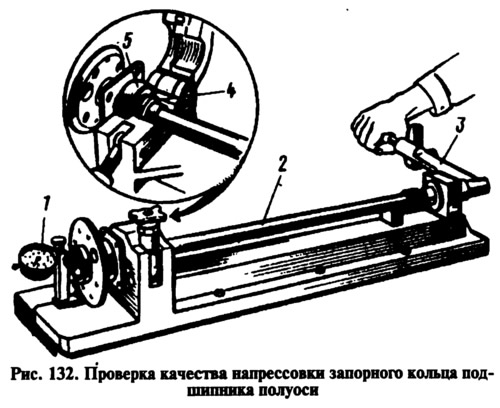
Встановіть вертикально піввісь 2 (Мал. 131), спираючи її фланцем на кільце 1 (A.74107/R) пристосування. Встановіть на піввісь попередньо з'єднані між собою двома гвинтами масловідбивач підшипника півосі та пластину 6 кріплення з прокладкою, встановіть підшипник 3 півосі. Вставте нове запірне кільце 5 у спеціальну обойму 7 (A.74107/4R), поставте в піч і підігрійте кільце приблизно до 300°З тим, щоб у момент запресування на піввісь його температура була 220-240°С. Запірне кільце на піввісь напресовуйте оправкою 4 (A.74107/2R) на пресі зусиллям не вище 6000 кгс так, щоб внутрішнє кільце підшипника виявилося затиснутим між запірним кільцем та буртиком півосі. Виконавши напресування, переконайтеся, що кільце не зміщується під осьовим навантаженням 2000 кгс. Для цього напіввісь у зборі встановіть на пристрій A.95601/R (Мал. 132), а запірне кільце 4 затисніть у спеціальних лещатах, приставивши ніжку індикатора 1, з ціною розподілу 0,01 мм, до фланця півосі 2. Після установки стрілки індикатора на нуль прикладайте вказане осьове навантаження, створюючи динамометричним ключем 3 момент затягування 8-8 кгс·см на гвинті пристосування. Гвинт через кульку упирається в торець півосі. При цьому не повинно з'явитися навіть мінімального зазору між запірним кільцем і внутрішнім кільцем підшипника 5. Після зняття навантаження і при відкручуванні гвинта пристосування стрілка індикатора повинна повернутися в нульове положення; це доводить, що не відбулося жодного зсуву запірного кільця підшипника півосі. В іншому випадку замініть піввісь на нову.