Demontaż i instalacja
Patrz sekcja «Demontaż i montaż tylnej osi». Po zamontowaniu sprawdzić działanie półosi w warunkach drogowych.
Sprawdzenie stanu technicznego
Części zawarte w zestawie półosi muszą spełniać następujące wymagania:
- łożysko nie może być uszkodzone ani zużyte; jeśli luz osiowy w nim przekracza 0,7 mm, wymień go;
- pierścień ustalający i łożysko nie mogą być przesunięte względem pierwotnego pasowania;
- jeśli wewnętrzny pierścień łożyska obraca się względem pasa bezpieczeństwa półosi, wymień pierścień blokujący;
- półoś nie może być zdeformowana, a powierzchnie osadzenia nie mogą mieć rys ani uszkodzeń. Bicie półosi mierzone w środkach na szyjce pod dławnicą nie powinno przekraczać 0,08 mm.
Przed montażem w centrach należy dokładnie oczyścić otwory centrujące na półosi z brudu i rdzy. Wyeliminuj lekkie wygięcie półosi poprzez edycję na prasie. Po wyprostowaniu pręta bicie końcówki kołnierza mierzone w środkach nie powinno przekraczać 0,05 mm. Jeżeli bicie końca kołnierza jest większe niż określone, ale nie większe niż 0,08 mm, wówczas można go obrócić, aby wyeliminować bicie końcowe. Zmniejszenie grubości kołnierza ze względu na rowek jest dozwolone nie więcej niż 0,2 mm.
Demontaż
Za pomocą półpierścieni narzędzia A.74108/R uchwycić łożysko i ustawić półoś pionowo, tak aby półpierścienie spoczywały na pierścieniu oporowym. Umieść półoś pod stemplem i stopniowo zwiększaj siłę, aż do zdjęcia pierścienia osadczego łożyska. Nie używaj ponownie pierścienia ego, ale wymień go na nowy.
Sprawdź, czy powierzchnia osadzenia półosi nie ma rys lub uszkodzeń; w razie potrzeby wymień półoś na nową.
Nasadka A.74108/R składa się z tulei podtrzymującej i dwóch półpierścieni. Miseczka podtrzymująca wykonana jest z rury o średnicy zewnętrznej 180 mm, średnicy wewnętrznej 154 mm i wysokości 130 mm. W górnej części szyby pod pasem centrującym półpierścieni wykonane jest gniazdo o średnicy 155 mm, wysokość gniazda wynosi 24 mm. Półpierścienie mają średnicę zewnętrzną 165 mm, przechodząc stopniowo do średnicy 155 mm na wysokości 15 mm od góry. W półpierścieniach obrobione są dwa gniazda: dolne o średnicy 72 mm na łożysko półosi i górne o średnicy 49 mm na pierścień oporowy łożyska. Gniazda mają trwałe obroże.
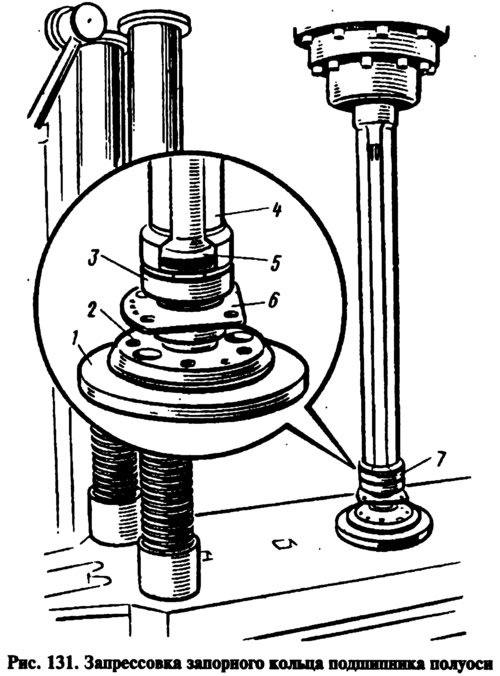
Montaż
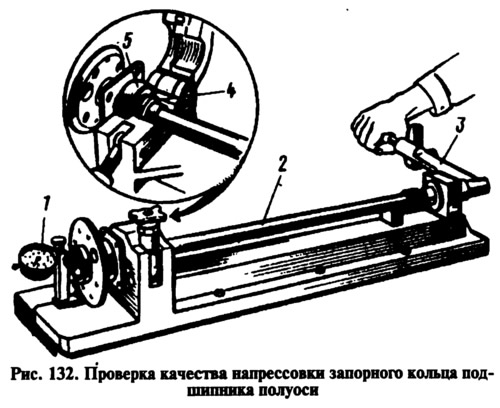
Ustaw oś pionową 2 (Ryż. 131), opierając go kołnierzem o pierścień 1 (A.74107/R) armatura. Zamontować odrzutnik olejowy łożyska półosi i płytkę mocującą 6 z uszczelką na półosi, które są wstępnie połączone za pomocą dwóch śrub, zamontować łożysko półosi 3. Włóż nowy pierścień blokujący 5 do specjalnego uchwytu 7 (A.74107/4R), włożyć do piekarnika i rozgrzać pierścień do około 300°C tak, aby w momencie wciskania na półoś jego temperatura wynosiła 220-240°C. Wciśnij pierścień blokujący na półoś za pomocą trzpienia 4 (A.74107/2R) na prasie z siłą nieprzekraczającą 6000 kgf, tak aby wewnętrzny pierścień łożyska znalazł się pomiędzy pierścieniem blokującym a kołnierzem półosi. Po wciśnięciu upewnij się, że pierścień nie porusza się pod obciążeniem osiowym 2000 kgf. W tym celu zamontować zespół półosi na narzędziu A.95601/R (Ryż. 132), i zacisnąć pierścień blokujący 4 w specjalnym imadle, mocując nóżkę wskaźnika 1 z podziałką 0,01 mm do kołnierza półosi 2. Po ustawieniu igły wskaźnika na zero, przyłożyć określone obciążenie osiowe, tworząc dokręcenie moment obrotowy 8-8,5 za pomocą klucza dynamometrycznego 3 kgf·m na śrubie mocującej. Śruba przechodząca przez kulkę opiera się o koniec półosi. W takim przypadku nie powinna pojawić się nawet najmniejsza szczelina między pierścieniem blokującym a pierścieniem wewnętrznym łożyska 5. Po zdjęciu obciążenia i odkręceniu śruby urządzenia wskazówka wskaźnika powinna powrócić do pozycji zerowej; dowodzi to, że nie nastąpiło przesunięcie pierścienia blokującego łożyska osi. W przeciwnym razie wymień półoś na nową.