
- на шліцеві сполуки наносять мастило Фіол-1;
- при з'єднанні деталей поєднують мітки, нанесені на рознімні деталі перед розбиранням;
- після збирання шліцевого з'єднання, притискаючи сальник на 0,3-0,5 мм осьовим навантаженням, обтискають обойму на проточці вилки; гайку кріплення вилки переднього карданного валу затягують динамометричним ключем (див. додаток 1) і зачеканюють.
При складанні проміжної опори підшипник запресовують оправкою, зовнішній діаметр пуансона якої дорівнює діаметру підшипника, що встановлюється - 52 мм, а опору з підшипником на вал трубчастою оправкою того ж розміру.
Карданний шарнір збирають у такому порядку. Видаливши старе загущене мастило, заповнюють порожнини в шипах хрестовини і змащують внутрішню поверхню корпусів підшипників мастилом Фіол-2У (0,4-0,6 г на кожен підшипник). Шипи хрестовини не змащують, щоб не утворилася повітряна подушка під час збирання. Вставляють шипи хрестовини у вилку. Надягають корпуси підшипників з голками на шипи хрестовини і запресовують в отвори вилки зусиллям 800 кгс. Встановлюють на колишні місця згідно з мітками стопорні кільця в проточках вилки.
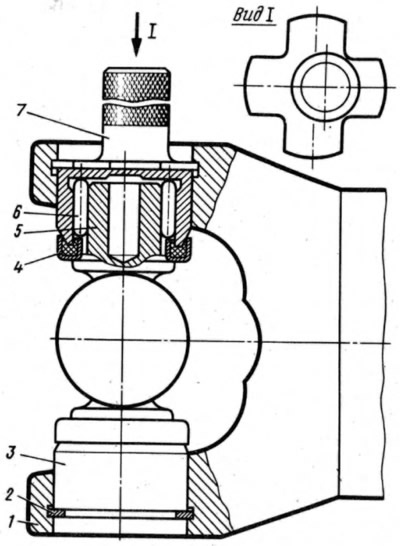
У разі заміни деталей карданного шарніра стопорні кільця по товщині підбирають калібром 41.7834.4092, який має чотири пелюстки різної товщини (1,53 мм; 1,56 мм; 1,59 мм; 1,62 мм). Для цього встановлюють стопорне кільце 2 (Мал. 78) завтовшки 1,56 мм. При запресуванні підшипників 3, 6 у вилку 7, коли хрестовина 5 з сальником 4 упирається в корпус підшипника (у цьому випадку зазорів немає), калібром 7 визначають відстань між корпусом підшипника та торцем кільцевої канавки. Залежно від виміряної відстані з урахуванням осьового зазору, що дорівнює 0,01-0,04 мм, вставляють друге стопорне кільце відповідної товщини.
Встановивши стопорні кільця, ударяють по витках молотком із пластмасовим бойком. Під впливом удару між підшипником і стопорним кільцем вибирається і з'являються проміжки між корпусами підшипників і торцями шипів хрестовини. Після збирання перевіряють легкість провертання виделок шарніра.
Балансування валів
Якщо під час ремонту замінювалися деталі карданної передачі, її балансування обов'язкове. Динамічна балансування карданних валів у зібраному стані проводиться на спеціальному стенді.
При частоті обертання 5500 об/хв максимальний допустимий дисбаланс при перевірці балансування не повинен перевищувати (текст відсутній) досягається приварюванням металевих пластин 25 (див. рис. 76).