
- на шлицевые соединения наносят смазку Фиол-1;
- при соединении деталей совмещают метки, нанесенные на разъемные детали перед разборкой;
- после сборки шлицевого соединения, прижимая сальник на 0,3-0,5 мм осевой нагрузкой, обжимают обойму на проточке вилки; гайку крепления вилки переднего карданного вала затягивают динамометрическим ключом (см. приложение 1) и зачеканивают.
При сборке промежуточной опоры подшипник запрессовывают оправкой, наружный диаметр пуансона которой равен диаметру устанавливаемого подшипника — 52 мм, а опору с подшипником на вал трубчатой оправкой того же размера.
Карданный шарнир собирают в следующем порядке. Удалив старую загущенную смазку, заполняют полости в шипах крестовины и смазывают внутреннюю поверхность корпусов подшипников смазкой Фиол-2У (0,4-0,6 г на каждый подшипник). Шипы крестовины не смазывают, чтобы не образовалась воздушная подушка при сборке. Вставляют шипы крестовины в вилку. Надевают корпусы подшипников с иглами на шипы крестовины и запрессовывают в отверстия вилки усилием 800 кгс. Устанавливают на прежние места согласно меткам стопорные кольца в проточках вилки.
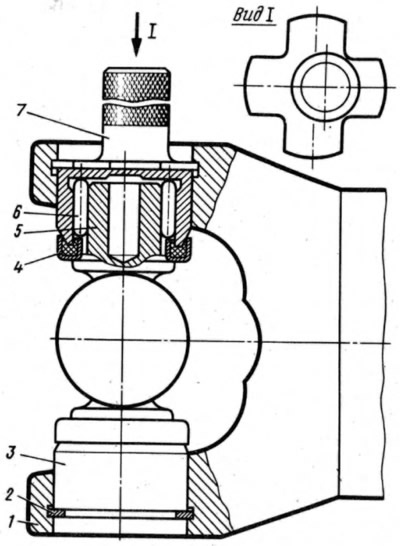
В .случае замены деталей карданного шарнира стопорные кольца по толщине подбирают калибром 41.7834.4092, который имеет четыре лепестка разной толщины (1,53 мм; 1,56 мм; 1,59 мм; 1,62 мм). Для этого устанавливают стопорное кольцо 2 (рис. 78) толщиной 1,56 мм. При запрессовке подшипников 3, 6 в вилку 7, когда крестовина 5 с сальником 4 упирается в корпус подшипника (в этом случае зазоров нет), калибром 7 определяют расстояние между корпусом подшипника и торцом кольцевой канавки. В зависимости от замеренного расстояния с учетом осевого зазора, равного 0,01—0,04 мм, вставляют второе стопорное кольцо соответствующей толщины.
Установив стопорные кольца, ударяют по виткам молотком с пластмассовым бойком. Под действием удара между подшипником и стопорным кольцом выбирается и появляются зазоры между корпусами подшипников и торцами шипов крестовины. После сборки проверяют легкость проворачивания вилок шарнира.
Балансировка валов
Если при ремонте заменялись детали карданной передачи, то ее балансировка обязательна. Динамическая балансировка карданных валов в собранном состоянии проводится не специальном стенде.
При частоте вращения 5500 об/мин наибольший допустимый дисбаланс при проверке балансировки не должен превышать (текст отсутствует) достигается привариванием металлических пластин 25 (см. рис. 76).