
- Грес Fiol-1 се нанася върху шлицови съединения;
- когато свързвате части, комбинирайте маркировките, нанесени върху разглобяемите части преди разглобяването;
- след сглобяване на шлицевата връзка, натискайки кутията за уплътнение с 0,3-0,5 mm с аксиално натоварване, компресирайте скобата върху жлеба на вилицата; гайката на вилицата на предния витлов вал се затяга с динамометричен ключ (вижте Приложение 1) и се уплътнява.
При монтажа на междинната опора лагерът се натиска с дорник, чийто външен диаметър на поансона е равен на диаметъра на монтирания лагер - 52 мм, а опората с лагера върху вала с тръбен дорник на същия размер.
Универсалният шарнир се сглобява в следния ред. След отстраняване на старата удебелена грес, запълнете кухините в шиповете на кръста и смажете вътрешната повърхност на корпусите на лагерите с грес Fiol-2U (0,4-0,6 g за всеки лагер). Шиповете на кръста не се смазват, за да не се образува въздушна възглавница при сглобяването. Поставете шиповете на кръста във вилицата. Корпусите на лагерите с игли се поставят върху шиповете на кръста и се притискат в отворите на вилицата със сила от 800 kgf. Монтирайте задържащите пръстени в жлебовете на вилката на оригиналните им места според маркировките.
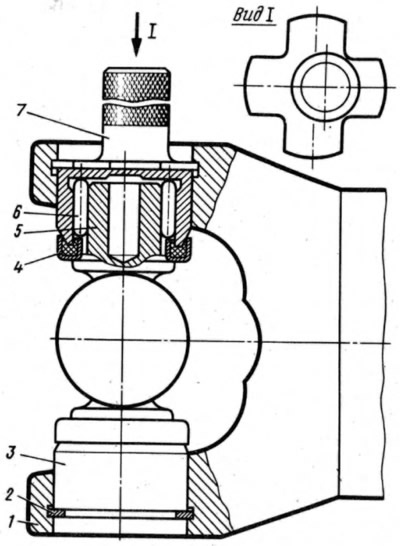
В случай на подмяна на части на карданната става, задържащите пръстени се избират с дебелина с калибър 41.7834.4092, който има четири венчелистчета с различна дебелина (1,53 mm; 1,56 mm; 1,59 mm; 1,62 mm). За да направите това, монтирайте задържащ пръстен 2 (фиг. 78) с дебелина 1,56 mm. При натискане на лагери 3, 6 в хомут 7, когато напречната част 5 със салникова кутия 4 лежи в корпуса на лагера (в този случай няма празнини), габаритът 7 определя разстоянието между корпуса на лагера и крайната повърхност на пръстеновидния жлеб. В зависимост от измереното разстояние, като се вземе предвид аксиалната хлабина от 0,01-0,04 мм, се поставя втори задържащ пръстен с подходяща дебелина.
След като монтираха задържащите пръстени, те удариха завоите с чук с пластмасов ударник. Под действието на удара между лагера и задържащия пръстен се избират и се появяват хлабини между корпусите на лагерите и краищата на напречните шипове. След сглобяването проверете лекотата на завъртане на вилиците на пантите.
Балансиране на вал
Ако по време на ремонта са сменени части от задвижващата линия, тогава е необходимо нейното балансиране. Динамичното балансиране на карданните валове в сглобено състояние не се извършва на специален стенд.
При скорост от 5500 rpm най-големият допустим дисбаланс при проверка на балансирането не трябва да надвишава (без текст) се постига чрез заваряване на метални пластини 25 (виж Фиг. 76).