
- маст Фиол-1 се наноси на урезане спојеве;
- при повезивању делова комбинују се ознаке нанете на одвојивим деловима пре демонтаже;
- након монтаже сплине везе, притискањем кутије за пуњење за 0,3-0,5 мм са аксијалним оптерећењем, стисните клип на жлеб виљушке; затегните матицу јарма предње осовине пропелера са момент кључем (види анекс 1) и кован.
Приликом склапања међуносача, лежај се притиска трном, чији је спољни пречник пробоја једнак пречнику уграђеног лежаја - 52 мм, а носач са лежајем на осовину цевастим трном од исте величине.
Универзални зглоб се склапа у следећем редоследу. Након уклањања старе згуснуте масти попунити шупљине у шиљцима крста и подмазати унутрашњу површину кућишта лежаја машћу Фиол-2У (0,4-0,6 г по лежају). Шиљци крста нису подмазани тако да се приликом монтаже не формира ваздушни јастук. Убаците шиљке крста у виљушку. Кућишта лежајева са иглама се постављају на шиљке крста и утискују у отворе виљушке са силом од 800 кгф. Уградите причврсне прстенове у жлебове виљушке на њихова оригинална места према ознакама.
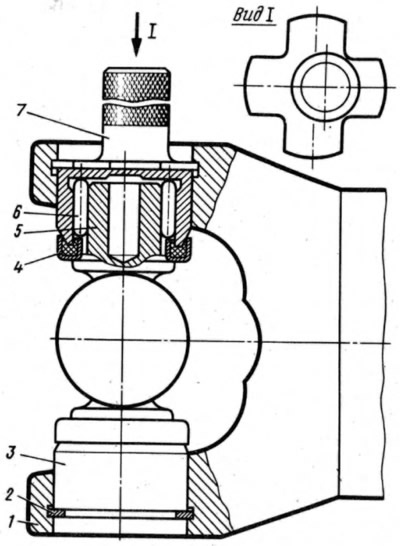
У случају замене делова карданског зглоба, потпорни прстенови се бирају по дебљини калибра 41.7834.4092 који има четири латице различите дебљине (1.53мм; 1.56мм; 1.59мм; 1,62 мм). Да бисте то урадили, поставите причврсни прстен 2 (пиринач. 78) дебљине 1,56 мм. Приликом утискивања лежајева 3, 6 у јарам 7, када попречни део 5 са кутијом за пуњење 4 наслони на кућиште лежаја (у овом случају нема празнина), мерач 7 одређује растојање између кућишта лежаја и крајње стране прстенастог жлеба. У зависности од измереног растојања, узимајући у обзир аксијални зазор од 0,01-0,04 мм, убацује се други причврсни прстен одговарајуће дебљине.
Након што су уградили причврсне прстенове, ударили су завоје чекићем са пластичним ударачем. Под дејством удара између лежаја и потпорног прстена, између кућишта лежаја и крајева попречних шиљака се бирају празнине које се појављују. Након монтаже, проверите лакоћу окретања виљушки шарки.
Балансирање осовине
Ако су делови погона замењени током поправке, онда је потребно његово балансирање. Динамичко балансирање карданских вратила у састављеном стању се не врши на посебном постољу.
При брзини од 5500 о/мин, највећа дозвољена неравнотежа приликом провере равнотеже не би требало да прелази (нема текста) постигнуто заваривањем металних плоча 25 (види сл. 76).