
- mazivo Fiol-1 sa nanáša na drážkované spoje;
- pri spájaní častí sa spoja značky nanesené na odnímateľné časti pred demontážou;
- po zmontovaní drážkového spojenia, stlačením upchávky o 0,3-0,5 mm s axiálnym zaťažením, stlačte sponu na drážku vidlice; utiahnite maticu strmeňa predného hriadeľa vrtule pomocou momentového kľúča (pozri prílohu 1) a razené.
Pri montáži medziľahlej podpery sa ložisko stlačí tŕňom, ktorého vonkajší priemer razníka sa rovná priemeru inštalovaného ložiska - 52 mm, a podpera s ložiskom na hriadeli s rúrkovým tŕňom rovnaká veľkosť.
Univerzálny kĺb sa montuje v nasledujúcom poradí. Po odstránení starého zahusteného maziva vyplňte dutiny v hrotoch kríža a namažte vnútorný povrch ložiskových puzdier mazivom Fiol-2U (0,4-0,6g na jedno ložisko). Hroty kríža nie sú mazané, aby pri montáži nevznikol vzduchový vankúš. Vložte hroty kríža do vidlice. Ložiskové puzdrá s ihlami sú nasadené na hroty kríža a vtlačené do vidlicových otvorov silou 800 kgf. Nainštalujte poistné krúžky do drážok vidlice na pôvodné miesta podľa značiek.
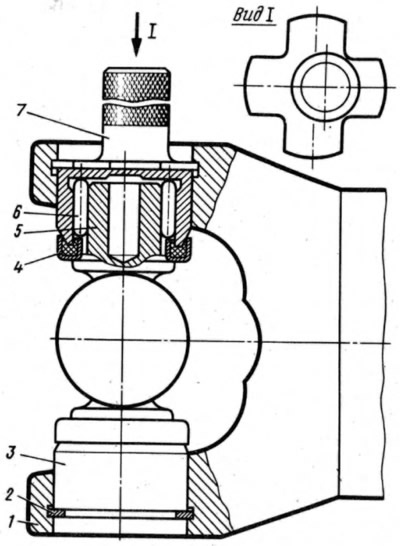
V prípade výmeny častí kardanového kĺbu sa poistné krúžky vyberajú podľa hrúbky s kalibrom 41.7834.4092, ktorý má štyri plátky rôznych hrúbok (1,53 mm; 1,56 mm; 1,59 mm; 1,62 mm). Za týmto účelom nainštalujte poistný krúžok 2 (ryža. 78) Hrúbka 1,56 mm. Pri zatlačení ložísk 3, 6 do strmeňa 7, keď priečnik 5 s upchávkou 4 dosadne na puzdro ložiska (v tomto prípade nie sú žiadne medzery), meradlo 7 určuje vzdialenosť medzi puzdrom ložiska a čelnou plochou prstencovej drážky. V závislosti od nameranej vzdialenosti, berúc do úvahy axiálnu vôľu 0,01-0,04 mm, sa vloží druhý poistný krúžok vhodnej hrúbky.
Po nainštalovaní poistných krúžkov zasiahli zákruty kladivom s plastovým úderníkom. Pri pôsobení nárazu medzi ložiskom a poistným krúžkom sa vyberú medzery a objavia sa medzi ložiskovými puzdrami a koncami krížových hrotov. Po montáži skontrolujte ľahkosť otáčania závesných vidlíc.
Vyvažovanie hriadeľa
Ak boli počas opravy vymenené časti hnacej sústavy, je potrebné jej vyváženie. Dynamické vyvažovanie kardanových hriadeľov v zmontovanom stave sa nevykonáva na špeciálnej lavici.
Pri rýchlosti 5500 ot./min by najväčšia prípustná nevyváženosť pri kontrole vyváženia nemala prekročiť (žiadny text) dosiahnuté zváraním kovových dosiek 25 (pozri obr. 76).