Правяраюць наборам мацаў зазоры паміж зуб'ямі шасцерняў, а таксама паміж вонкавымі дыяметрамі шасцерняў і сценкамі корпуса помпы, якія павінны быць адпаведна 0,15 мм (межа дапушчальны 0,25 мм) і 0,11-0,18 мм (межа дапушчальны 0,25 мм). Калі зазоры перавышаюць гранічныя значэнні, то замяняюць шасцярні, а пры неабходнасці і корпус помпы.
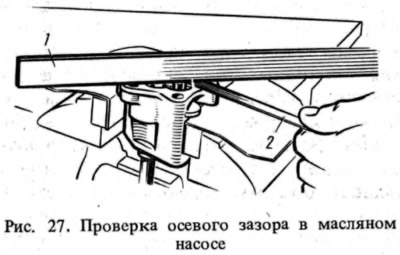
Шчупам 2 правяраюць зазор паміж тарцамі шасцерняў і лінейкай 1 (мал. 27), які павінен быць 0,066-0,161 мм (межа дапушчальны 0,20 мм). Калі зазор больш 0,20 мм, замяняюць шасцярні ці корпус у залежнасці ад таго, што знасілася.
Вымяраюць дыяметры і вызначаюць зазор паміж воссю і вядзёнай шасцярняй, які павінен быць 0,017-0,057 мм (гранічна дапушчальны 0,10 мм), а таксама паміж валікам помпы і адтулінай у корпусе, які павінен быць 0,016-0,055 мм (межава дапушчальны) мм). Пры неабходнасці замяняюць зношаныя дэталі.
Пры рамонце помпы звярнуць увагу на паверхні рэдукцыйнага клапана і карпусы, на якіх не павінна быць забруджванняў, адкладаў, забоін, задзірын, якія могуць прывесці да заядання клапана ці паменшыць ціск алею ў сістэме. Правяраюць пругкасць і даўжыню спружыны рэдукцыйнага клапана і параўноўваюць з прыведзенымі вышэй дадзенымі.
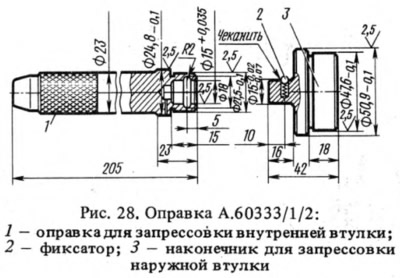
Правяраюць авальнасць утулак валіка 10 (гл. мал. 24) прывада алейнай помпы і размеркавальніка запальвання, іх запрэсоўку ў гнёздах, а таксама супадзенне адтуліны ў перадпакоі ўтулцы з каналам у блоку цыліндраў, т. е, не пракруцілася ці ўтулка. Вымераўшы дыяметры валіка і ўтулак, вызначаюць зазоры. Калі зазоры перавышаюць 0,15 мм (межавы знос), а таксама маюць пашкоджанні паверхняў ці паслабленне запрэсоўкі, утулкі замяняюць. Для замены ўтулак выкарыстоўваецца апраўка А.60333/1/2 (мал. 28). Пасля запрэсоўкі ўтулкі павінны быць канчаткова апрацаваны ступеністай разгорткай А.90353 да памераў, паказаных у табл. 2. Разгортка апрацоўвае адразу абедзве ўтулкі для захавання іх сувосева.
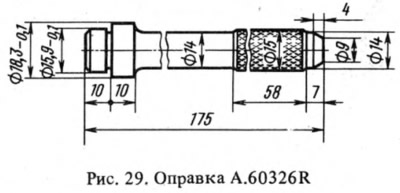
Не дапушчаецца паслабленні запрэсоўкі і овальность утулкі шасцярні прывада алейнай помпы і размеркавальніка запальвання. Унутраная паверхня павінна быць гладкай, без задиров, У адваротным выпадку ўтулку замяняюць новай. Для запрэсоўкі і выпрасоўкі выкарыстоўваецца апраўка A.60326R (мал. 29). Пасля запрэсоўкі ўтулку разгортваюць да дыяметра 16,016-16,037 мм.