
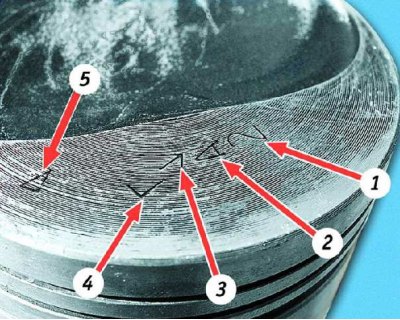
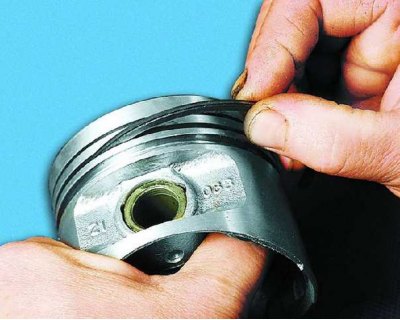
На дно поршня выбіты наступныя дадзеныя:
1 - клас поршня па адтуліне пад палец (1, 2, 3)
2 - клас поршня па дыяметры (А, B, C, D, E)
3 - стрэлка, якая паказвае кірунак усталёўкі поршня
4 - група па масе (нармальная - "Г", павялічаная на 5 г - "", паменшаная на 5 г - "-")
5 - рамонтны памер (дыяметр павялічаны на 0,4 мм - D, на 0,8 - Е)
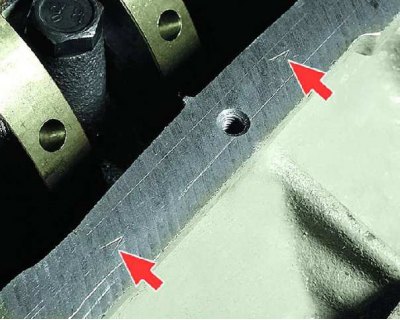
Клас цыліндраў (А, B, C, D, E) выбіты на ніжняй плоскасці блока (прывалачнай плоскасці пад алейны картэр).
Падбор поршняў
Для выгоды падбору поршняў да цыліндраў па дыяметры тыя і іншыя дзеляцца на пяць класаў: A, B, C, D, E (праз 0,1 мм). У запасныя часткі пастаўляюцца поршні намінальнага памеру трох класаў A, C, E і двух рамонтных памераў. Першы рамонтны памер - павялічаны на 0,4 мм, другі - на 0,8 мм.
Па масе поршні дзеляцца на тры групы: нармальную, павялічаную на 5 г і паменшаную на 5 г. На рухавіку павінны ўсталёўвацца поршні адной групы.
Для поршняў рамонтных памераў у запчасткі пастаўляюцца кольцы рамонтных памераў, павялічаных на 0,4 і 0,8 мм. На кольцах першага рамонтнага памеру выбіта лічба "40", а другога - "80".
Намінальныя памеры дыяметраў цыліндраў і поршняў, мм
Размерная група | Рухавік ВАЗ-1111 | Рухавік ВАЗ-11113 | ||
Цыліндр | Поршань | Цыліндр | Поршань | |
A B C D E | 76,00-76,01 76,01-76,02 76,02-76,03 76,03-76,04 76, 04-76,05 | 75,965–75,975 75,975–75,985 75,985-75,995 75,995-76,005 76,005-76,015 | 82,00-82,01 82,01-82,02 82,02–82,03 82,03–82,04 82, 04-82,05 | 81,965–81,975 81,975–81,985 81,985–81,995 81,995–82,005 82,005–82,015 |
Пры падборы поршняў да цыліндраў вызначыце зазор паміж імі як рознасць паміж замеранымі дыяметрамі поршня і цыліндру.
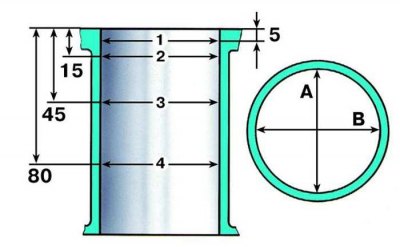
Схема вымярэння цыліндраў:
А і В - напрамкі вымярэнняў
1, 2, 3 і 4 - нумары паясоў
Намінальны зазор усталяваны 0,025 - 0,045 мм, гранічна дапушчальны - 0,15 мм. Калі зазор не перавышае 0,15 мм, можна падабраць поршні з наступных класаў, каб зазор быў як мага бліжэй да намінальнага. Калі зазор перавышае 0,15 мм, змарнуеце цыліндры пад наступны рамонтны памер і ўсталюеце поршні адпаведнага рамонтнага памеру. Пад рамонтны памер растачваюць абодва цыліндру, нават калі зазор паміж поршнем і цыліндрам перавышае лімітава дапушчальны толькі ў адным цыліндры.
Поршневыя пальцы дзеляцца па дыяметры на тры класа (1, 2, 3) праз 0,004 мм. Клас пальца маркіруецца на яго тарцы фарбай. Клас поршня па пальцу выбіты на дно поршня, а клас шатуна па пальцу - на вечку шатуна.
Памерныя класы поршневых пальцаў і поршняў
Клас | Дыяметр, мм | Маркіроўка | ||
пальца | адтуліны ў поршні | пальца | поршня | |
1 2 3 | 21,970–21,974 21,974–21,978 21,978-21,982 | 21,982–21,986 21,986–21,990 21,990–21,994 | Сіні Зялёны Чырвоны | 1 2 3 |
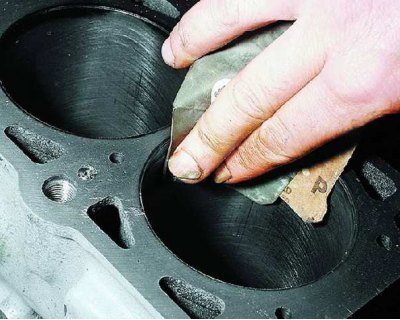
106. Ачысціце галоўку поршня ад нагару.
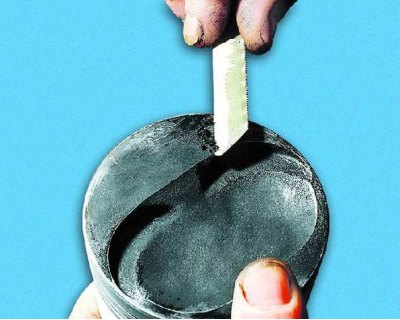
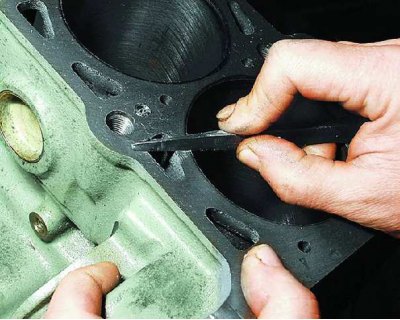
107. Прачысціце канаўкі пад поршневыя кольцы. Гэта зручна рабіць абломкам старога кольца.
108. Прачысціце адтуліны для сцёку алею прыдатнай па таўшчыні дротам.
109. Калі на поршні ёсць задзіракі, сляды прагара, глыбокія драпіны, расколіны, заменіце поршань.
110. Праверце зазор паміж кольцамі і канаўкамі на поршні. Для гэтага з дапамогай набору мацаў вымерайце шырыню канавак у некалькіх месцах па акружнасці, а затым...
111. ...замерце мікраметрам таўшчыню кольцаў у некалькіх месцах па акружнасці. Вылічыце сярэднія значэнні зазораў (розніца паміж таўшчынёй кольца і шырынёй канаўкі). Калі хаця б адзін з зазораў перавышае гранічна дапушчальны, заменіце поршань з кольцамі.
Тлумачэнне да аперацый 110 і 111
Намінальны зазор, мм:
- для верхняга компрессіонные кольцы 0,04-0,075;
- ніжняга компрессіонные кольцы 0,03-0,065;
- маслосъемного кольцы 0,02-0,055.
Лімітава дапушчальны зазор для ўсіх кольцаў - 0,15 мм.
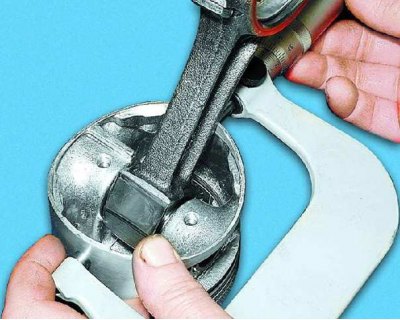
112. Вымерайце зазоры ў замках кольцаў. Гэта можна зрабіць, уставіўшы кольца ў адмысловую апраўку. Пры адсутнасці апраўкі ўстаўце кольца ў цыліндр (у якім яно працавала), прасуньце поршнем, як апраўкай, кольца ў цыліндр, каб яно ўсталявалася ў ім без перакосаў, выміце поршань з цыліндру і...
113. ...мацам вымерайце зазор у замку кольца. Намінальны зазор павінен быць 0,25- 0,45 мм, лімітава дапушчальны (з прычыны зносу) - 1,0 мм. Калі зазор перавышае лімітава дапушчальны, заменіце кольца.

114. Калі зазор менш 0,25 мм, акуратна сцячыце надфілем тарцы кольца.

115. Агледзіце цыліндры. Калі на люстэрку цыліндраў ёсць драпіны, задзіракі, ракавіны і да т.п., змарнуеце цыліндры пад рамонтны памер або заменіце блок цыліндраў. Пры такіх дэфектах глыбінёй больш за 0,8 мм блок рамонту не падлягае і яго трэба замяніць.
116. Ачысціце нагар у верхняй частцы цыліндраў. Калі там утварыўся паясок з прычыны зносу цыліндраў, зніміце яго шаберам. Прытупіце завостраныя беражкі на плоскасці блока цыліндраў шаберам...
117. ...а затым дробнай шліфавальнай скуркай. Вымерайце нутромером дыяметр цыліндру ў двух перпендыкулярных плоскасцях (уздоўж і папярок восі блока цыліндраў) і чатырох паясах.
118. Вымерайце дыяметр поршня на адлегласці 51,5 мм ад яго дна ў плоскасці, перпендыкулярнай поршневым пальцу. Вылічыце зазоры паміж поршнямі і цыліндрамі.

119. Агледзіце шатунныя ўкладышы. Калі на іх маюцца расколіны, задзіракі, выфарбоўванне, заменіце ўкладышы. На ўкладышах забараняецца праводзіць любыя подгоночные працы.

120. Калі на паверхнях каленчатага вала, па якіх працуюць сальнікі, маюцца глыбокія рызыкі, драпіны, забоіны, каленчаты вал неабходна замяніць.

121. Калі на карэнных і шатунных шыйках ёсць малаважныя задзіракі, рыскі, драпіны, трэба прашліфаваць іх да найблізкага рамонтнага памеру (у спецыялізаванай майстэрні). Пасля гэтага...

122. ...адпаліруйце шыйкі і прытупіце вострыя беражкі фасак алейных каналаў абразіўным конусам. Затым прамыйце каленчаты вал і прадуйце сціснутым паветрам алейныя каналы. Овальность і конусность усіх шыек пасля шліфавання не павінна перавышаць 0,005 мм. Пасля шліфавання шыек усталюеце ўкладышы рамонтных памераў.

123. Прамерайце карэнныя і шатунныя шыйкі каленчатага вала. Калі знос або овальность шыек перавышае 0,03 мм, трэба прашліфаваць іх да найблізкага рамонтнага памеру.

124. Калі на працоўных паверхнях упартых паўкола маюцца задзіракі, рызыкі і адслаення, заменіце паўкола. На паўколах забараняецца праводзіць любыя подгоночные працы.
Падбор укладышаў каленчатага вала
Намінальны дыяметр шыек каленчатага вала, мм:
- карэнных 50,799-50,819
- шатун 47,830-47,850
Шыйкі каленчатага вала можна прашліфаваць да аднаго з чатырох рамонтных памераў з памяншэннем намінальнага дыяметра шыек, мм:
- першага на 0,25 трэцяга на 0,75
- другога на 0,5 чацвёртага на 1,00
Намінальная таўшчыня ўкладышаў, мм:
- карэнных 1,824-1,831
- шатунных 1,723-1,730
Укладышы пастаўляюцца ў запасныя часткі таксама чатырох рамонтных памераў, павялічанай таўшчыні, мм:
- першага на 0,25 трэцяга на 0,75
- другога на 0,5 чацвёртага на 1,00
Зазоры паміж укладышамі і шыйкамі каленчатага вала, мм:
- для карэнных падшыпнікаў: намінальны - 0,026-0,073, гранічна дапушчальны - 0,11;
- для шатун падшыпнікаў: намінальны - 0,02-0,07, гранічна дапушчальны - 0,1.
Біццё каленчатага вала павінна складаць, мм:
- па сярэдняй карэннай шыйцы і пасадачнай паверхні пад вядучую шасцярню алейнай помпы - не больш за 0,03;
- па пасадачнай паверхні пад махавік - не больш за 0,04;
- па пасадачнай паверхні пад шківы і сальнікі і пад шасцярню прывада ўраўнаважвальных валаў - не больш за 0,05.
Памеры паўкола, якія пастаўляюцца ў запчасткі: намінальны - 2,31-2,36 мм і рамонтны (павялічаны на 0,127 мм) - 2,437-2,487 мм.
Восевы зазор каленчатага вала: намінальны - 0,06-0,26 мм, гранічна дапушчальны - 0,35 мм.

125. Вымерайце восевы зазор каленчатага вала. Для гэтага ўсталюеце каленчаты вал і зацятыя паўкола ў блок цыліндраў і зацягніце ніты мацавання вечкаў карэнных падшыпнікаў. Усталюйце махавік. Замацуеце індыкатар так, каб яго ножка абапіралася на працоўную паверхню махавіка (кантакту з вядзёнай кружэлкай счаплення). Ссуньце каленчаты вал да ўпора ўніз (ад індыкатара) і ўсталюеце стрэлку індыкатар на нуль. Ссуньце вал у зваротны бок. Індыкатар пакажа значэнне зазору. Калі зазор перавышае лімітава дапушчальны, заменіце зацятыя паўкола.

126. Агледзіце карэнныя ўкладышы. Калі на іх маюцца расколіны, задзіракі, выфарбоўванне, заменіце ўкладышы. На ўкладышах забараняецца праводзіць любыя подгоночные працы.

127. Старанна прачысціце і прамыйце алейныя каналы каленчатага вала. Пры гэтым...

128. ...не рэкамендуецца самастойна выпрасоўваць заглушкі (для гэтага звернецеся ў спецыялізаваную майстэрню).
129. Старанна ачысціце паверхні блока цыліндраў ад рэштак старых ушчыльняльных пракладак. Уважліва агледзіце блок. Калі выявіце расколіны, блок заменіце ў зборы з вечкамі карэнных падшыпнікаў.
130. Праверце герметычнасць кашулі астуджэння блока цыліндраў. Для гэтага заглушыце адтуліну пад вадзяную помпу (усталюеце помпу з пракладкай) і заліце Тосол А-40 у кашулю астуджэння. Калі ў якім-небудзь месцы заўважыце цечу, значыць блок негерметычны і яго трэба замяніць.
Тлумачэнне
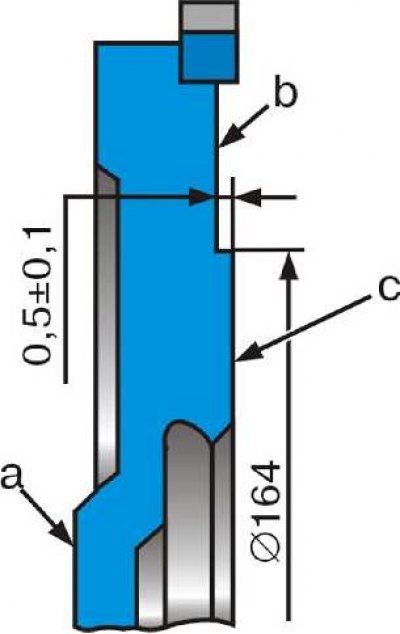
Неплоскостность паверхні з прилегания вядзёнай кружэлкі счаплення не павінна перавышаць 0,05 мм.
Непаралельнасць паверхні з прилегания вядзёнай кружэлкі счаплення і паверхні b для мацавання счаплення адносна паверхні а, прылеглай да фланца каленчатага вала, не павінна перавышаць 0,1 мм.
Біццё махавік на паверхнях b і c не павінна перавышаць 0,1 мм.
Для выдалення глыбокіх рысак і задиров паверхню з махавік можна пратачыць, пры гэтым пласт які здымаецца металу не павінен перавышаць 1 мм. Адначасова з паверхняй з неабходна пратачыць паверхню b, вытрымоўваючы памер паміж імі 0,5 0,1 мм. Пры праточцы вытрымаеце паралельнасць паверхняў a, b і c.
Зубчасты вянок на махавік не павінен пракручвацца пры прыкладанні да яго крутоўнага моманту 600 Н·м (60 кгс/м) і зрушвацца ў восевым кірунку пры пракладанні да яго намаганні 4000 Н (400 кгс).
131. Праверце зазоры паміж укладышамі карэнных падшыпнікаў і шыйкамі каленчатага вала. Для гэтага вымерайце дыяметр шыек, а затым дыяметр карэнных падшыпнікаў, усталяваўшы вечкі з укладышамі на блок і зацягнуўшы іх адпаведнымі момантамі. Вылічыце зазор. Калі ён перавышае лімітава дапушчальны, каленчаты вал неабходна прашліфаваць пад наступны рамонтны памер. Гэтую працу рэкамендуецца выконваць у спецыялізаванай майстэрні.
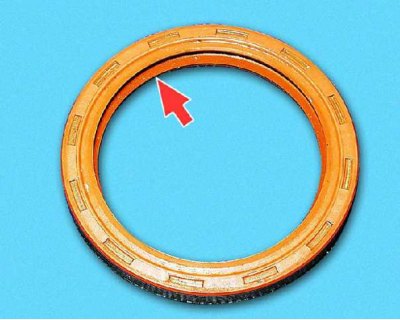
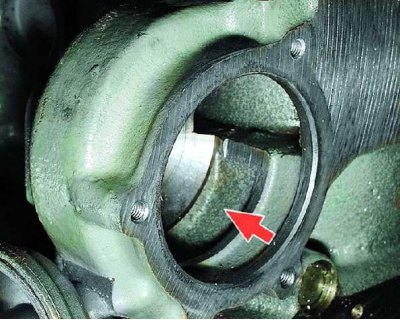
132. Праверце стан задняга сальніка каленчатага вала. Сальнік, які мае пашкоджанні (расколіны), знос працоўнай абзы, які страціў эластычнасць, заменіце.
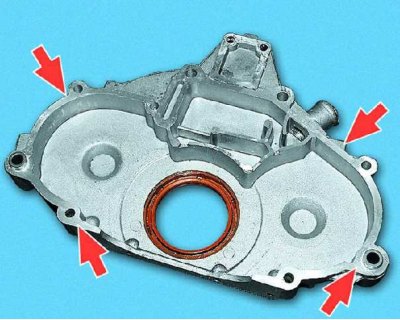
133. Трымальнік задняга сальніка каленчатага вала не павінен мець расколін, моцных дэфармацый прывалачнай паверхні да блока цыліндраў.

134. Праверце стан зубьев вянка махавік і ў выпадку іх пашкоджання заменіце махавік.

135. Заменіце або адрамантуйце махавік, калі на паверхнях прылягання вядзёнага дыска счаплення або ...

136. ... фланца каленчатага вала маюцца рызыкі і задзіракі.
137. Калі на паверхні прилегания вядзёнага дыска счаплення бачныя колеру пабегласці (махавік быў перагрэты), то, магчыма, пасадка зубчастага вянка на махавік недастаткова шчыльная. Гэта можна праверыць у спецыялізаванай майстэрні. Махавік з аслабленай пасадкай зубчастага вянка неабходна замяніць.