
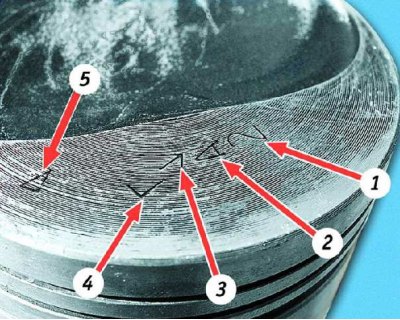
Следеће информације су утиснуте на главу клипа:
1 - класа клипа према рупи за прст (1, 2, 3)
2 - класа клипа по пречнику (А, Б, Ц, Д, Е)
3 - стрелица која показује правац уградње клипа
4 - група по тежини (нормално - "Г", повећано за 5 г - "", смањено за 5 г - "-")
5 - величина поправке (пречник повећан за 0,4 мм - Д, за 0,8 - Е)
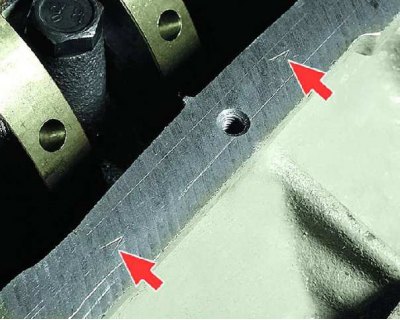
Класа цилиндара (А, Б, Ц, Д, Е) утиснута на доњој равни блока (спојна раван испод уљног корита).
Избор клипова
За погодност одабира клипова за цилиндре по пречнику, они су подељени у пет класа: А, Б, Ц, Д, Е (кроз 0,1 мм). Резервни делови се испоручују са клиповима номиналне величине у три класе А, Ц, Е и две веће величине. Прва величина поправке је повећана за 0,4 мм, друга - за 0,8 мм.
По тежини, клипови су подељени у три групе: нормални, повећани за 5 г и смањени за 5 г. Клипови исте групе морају бити уграђени на мотор.
За клипове ремонтних димензија, као резервни делови се испоручују прстенови ремонтних димензија увећаних за 0,4 и 0,8 мм. На прстеновима прве величине поправке угравиран је број "40", а други - "80".
Називне димензије пречника цилиндра и клипа, мм
| Група величина | Мотор ВАЗ-1111 | Мотор ВАЗ-11113 | ||
| Цилиндар | Клип | Цилиндар | Клип | |
| A B C D E | 76,00-76,01 76,01-76,02 76,02-76,03 76,03-76,04 76,04-76,05 | 75,965–75,975 75,975–75,985 75,985–75,995 75,995–76,005 76,005–76,015 | 82,00–82,01 82,01–82,02 82,02–82,03 82,03–82,04 82,04–82,05 | 81,965–81,975 81,975–81,985 81,985–81,995 81,995–82,005 82,005–82,015 |
Када бирате клипове за цилиндре, одредите размак између њих као разлику измерених пречника клипа и цилиндра.
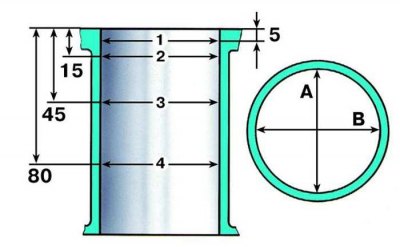
Шема мерења цилиндра:
А и Б - правци мерења
1, 2, 3 и 4 - бројеви појасева
Номинални размак је постављен на 0,025-0,045 мм, максимални дозвољени размак је 0,15 мм. Ако зазор не прелази 0,15 мм, клипови из наредних класа могу се одабрати тако да зазор буде што ближе номиналном. Ако зазор прелази 0,15 мм, пробушите цилиндре до следеће веће величине и уградите клипове одговарајуће величине. Под величином поправке, оба цилиндра су досадна, чак и ако размак између клипа и цилиндра прелази максимално дозвољени само у једном цилиндру.
Клипни клинови су подељени по пречнику у три класе (1, 2, 3) кроз 0,004 мм. Класа прста је означена на његовој чеоној страни бојом. Класа клипњаче је утиснута на круну клипа, а класа клипњаче је утиснута на капу клипњаче.
Класе величине клипова и клипова
| Класа | Пречник, мм | Означавање | ||
| прст | рупе у клипу | прст | клипни | |
| 1 2 3 | 21,970–21,974 21,974–21,978 21,978–21,982 | 21,982–21,986 21,986–21,990 21,990–21,994 | Плави Зелен Црвени | 1 2 3 |
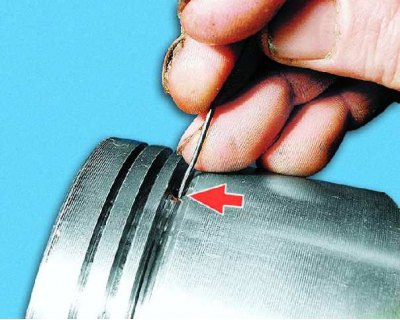
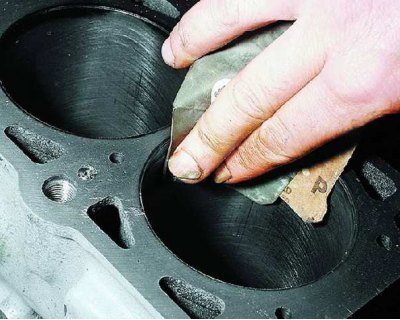
106. Уклоните наслаге угљеника са главе клипа.
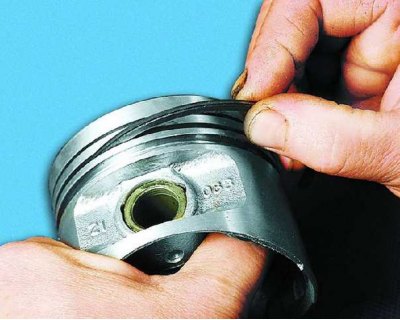
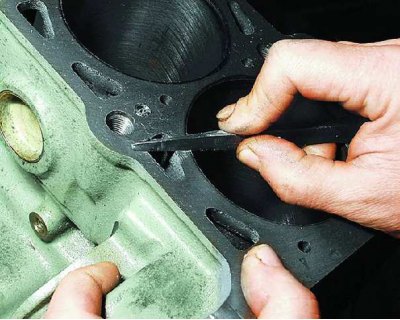
107. Очистите жлебове клипних прстенова. Погодно је то учинити са комадом старог прстена.
108. Очистите отворе за испуштање уља помоћу жице одговарајуће дебљине.
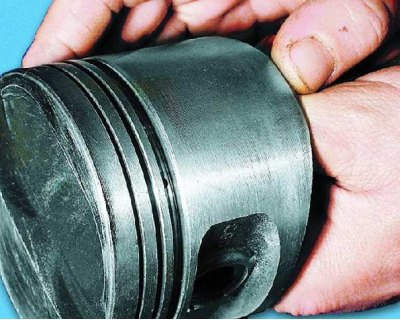
109. Ако на клипу постоје огреботине, трагови опекотина, дубоке огреботине, пукотине, замените клип.
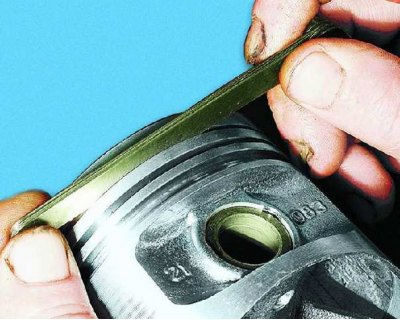
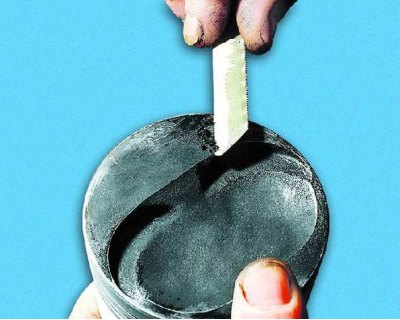
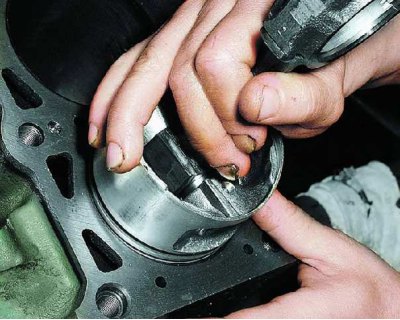
110. Проверите зазор између прстенова и жлебова на клипу. Да бисте то урадили, користећи сет пипача, измерите ширину жлебова на неколико места дуж обима, а затим...
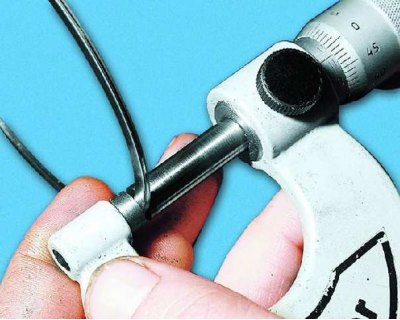
111....измерити микрометром дебљину прстенова на више места по обиму. Израчунајте просечне клиренсе (разлика између дебљине прстена и ширине жлеба). Ако бар један од зазора прелази максимално дозвољени, замените клип прстеновима.
Објашњење операција 110 и 111
Номинални клиренс, мм:
- за горњи компресијски прстен 0,04-0,075;
- доњи компресијски прстен 0,03-0,065;
- прстен за стругање уља 0,02-0,055.
Максимални дозвољени зазор за све прстенове је 0,15 мм.
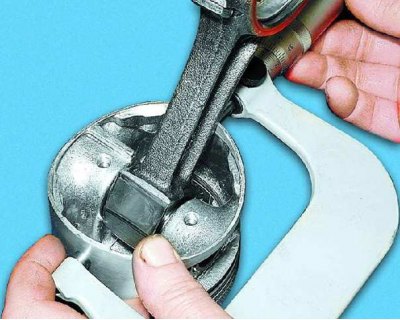
112. Измерите размаке у прстену. Ово се може урадити уметањем прстена у посебан трн. Ако нема трна, убаците прстен у цилиндар (у којој је радило), померите клип, као трн, прстен у цилиндар тако да се у њега угради без изобличења, уклоните клип из цилиндра и...
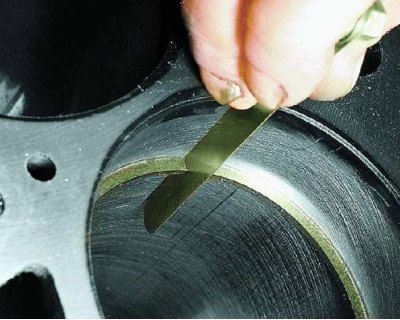
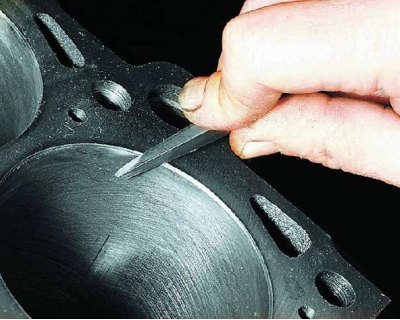
113....користите мерач за мерење да бисте измерили зазор у брави прстена. Номинални зазор треба да буде 0,25-0,45 мм, што је максимално дозвољено (због хабања) - 1,0 мм. Ако зазор прелази границу, замените прстен.

114. Ако је размак мањи од 0,25 мм, пажљиво избрусите крајеве прстена турпијом.

115. Прегледајте цилиндре. Ако на огледалу цилиндра има огреботина, огреботина, шкољки итд., избушите цилиндре до величине за поправку или замените блок цилиндра. Са таквим дефектима са дубином већом од 0,8 мм, јединица се не може поправити и мора се заменити.
116. Очистите угљеник са врха цилиндара. Ако се тамо формирао каиш због хабања цилиндра, уклоните га стругачем. Затупите оштре ивице на равни блока цилиндра стругачем...
117....а затим фини брусни папир. Измерите пречник отвора цилиндра у две управне равни (дуж и попреко осе блока цилиндра) и четири појаса.
118. Измерите пречник клипа 51,5 мм од круне клипа у равни управној на клип. Израчунајте зазоре између клипова и цилиндара.

119. Прегледајте лежајеве клипњаче. Ако имају пукотине, огреботине, струготине, замените облоге. Забрањено је обављање било каквог подешавања на облогама.

120. Ако постоје дубоке огреботине, огреботине, огреботине на површинама радилице на којој раде уљне заптивке, радилица се мора заменити.

121. Ако на аутохтоне и шатунных шейках има мање нека опасна, ризици, огреботине, треба прошлифовать их до најближег корективног величине (у специјализованој радионици). Након тога...

122....исполирајте вратове и затупите оштре ивице удубљења уљних канала абразивним конусом. Затим исперите радилицу и издувајте пролазе за уље компримованим ваздухом. Овалност и конус свих врата након брушења не би требало да пређу 0,005 мм. Након брушења вратова, уградите чауре поправних величина.

123. Измерите главне и клипњаче радилице. Ако похабаност или овалност грла прелази 0,03 мм, они морају бити брушени до најближе величине за поправку.

124. Ако на радним површинама потисних полупрстенова постоје разрези, трагови или деламинације, замените полупрстенове. Забрањено је обављање било каквих радова на монтажи полупрстенова.
Избор облога радилице
Називни пречник рукаваца радилице, мм:
- староседеоци 50.799-50.819
- клипњача 47.830-47.850
Резалице радилице могу се брусити на једну од четири величине поправке уз смањење номиналног пречника рукаваца, мм:
- први за 0,25 трећи за 0,75
- други за 0,5 четврти за 1,00
Називна дебљина облога, мм:
- староседеоци 1.824-1.831
- клипњача 1.723-1.730
Уметци се такође испоручују као резервни делови у четири величине за поправку, повећане дебљине, мм:
- први за 0,25 трећи за 0,75
- други за 0,5 четврти за 1,00
Зазори између кошуљица и рукаваца радилице, мм:
- за главне лежајеве: номинално - 0,026-0,073, максимално дозвољено - 0,11;
- за лежајеве клипњаче: номинално - 0,02-0,07, максимално дозвољено - 0,1.
Излет коленастог вратила треба да буде, мм:
- дуж средњег главног носача и површине за седење испод погонског зупчаника пумпе за уље - не више од 0,03;
- на површини за слетање испод замајца - не више од 0,04;
- на површини за седење испод ременица и заптивки и испод погонског зупчаника балансног вратила - не више од 0,05.
Димензије полупрстенова који се испоручују као резервни делови: номинални - 2,31-2,36 мм и поправка (увећан за 0,127 мм) - 2.437-2.487 мм.
Аксијални зазор радилице: номинално - 0,06-0,26 мм, максимално дозвољено - 0,35 мм.

125. Измерите зазор на крају радилице. Да бисте то урадили, уградите радилицу и потисне подлошке у блок цилиндра и затегните завртње који причвршћују капице главних лежајева. Инсталирајте замајац. Поправите индикатор тако да његова нога лежи на радној површини замајца (контакт са диском квачила). Гурните радилицу до краја (од индикатора) и поставите стрелицу индикатора на нулу. Гурните осовину назад. Индикатор ће показати вредност јаза. Ако зазор прелази максимално дозвољени, замените потисне полупрстенове.

126. Прегледајте главне лежајеве. Ако имају пукотине, огреботине, струготине, замените облоге. Забрањено је обављање било каквог подешавања на облогама.

127. Темељно очистите и исперите пролазе за уље радилице. У чему...

128....не препоручује се да сами извлачите утикаче (да бисте то урадили, обратите се специјализованој радионици).
129. Темељно очистите површине блока цилиндра да бисте уклонили све остатке старе заптивке. Пажљиво проверите блок. Ако се пронађу пукотине, замените блок заједно са поклопцима главних лежајева.
130. Проверите да ли расхладни омотач блока цилиндра не цури. Да бисте то урадили, затворите рупу за пумпу за воду (уградити пумпу са заптивком) и сипајте антифриз А-40 у расхладни плашт. Ако негде приметите цурење, онда блок цури и треба га заменити.
Објашњење
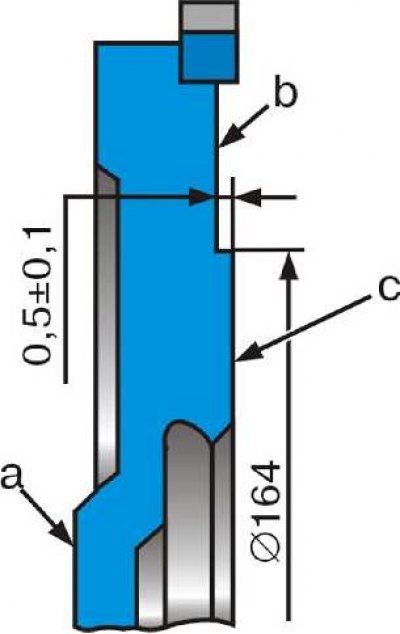
Неравност површине од контакта диска квачила не би требало да прелази 0,05 мм.
Непаралелност површине ц контакта диска квачила и површине б за причвршћивање квачила у односу на површину а поред прирубнице радилице не би требало да пређе 0,1 мм.
Отпад замајца на површинама б и ц не сме бити већи од 0,1 мм.
Да би се уклониле дубоке огреботине и огреботине, површина са замајца се може обрадити, док слој уклоњеног метала не би требало да прелази 1 мм. Истовремено са површином ц, потребно је обрадити површину б, одржавајући величину између њих 0,5-0,1 мм. Приликом окретања држите површине а, б и ц паралелне.
Зупчаник на замајцу не сме да се окреће када се на њега примени обртни момент од 600 Нм (60 кгф/м) и креће се у аксијалном правцу када се на њега примени сила од 4000 Н (400 кгф).
131. Проверите зазоре између лабавих листова корених лежајева и грла коленастог вратила. Да бисте то урадили, измерите пречник грла, а затим и пречник главних лежајева, постављајући поклопце са облогама на блок и затегните их на одговарајуће обртне моменте. Израчунајте клиренс. Ако премашује максимално дозвољено, радилица мора бити брушена до следеће величине поправке. Овај рад се препоручује да се обавља у специјализованој радионици.
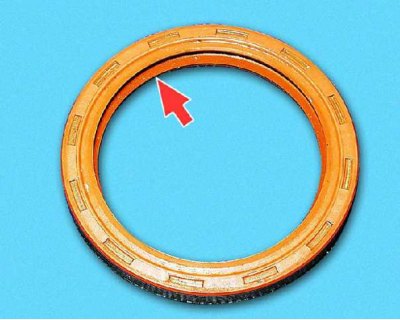
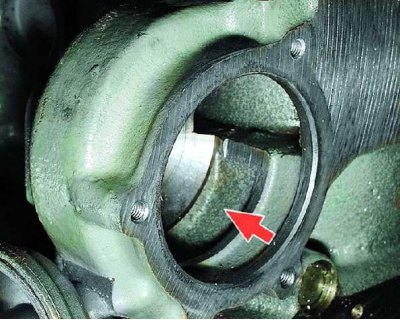
132. Проверите стање задње уљне заптивке радилице. Печат са оштећењем (пукотине), хабање радне ивице, која је изгубила еластичност, заменити.
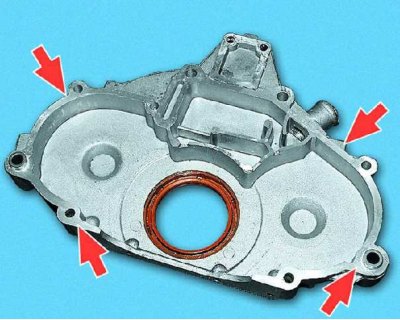
133. Држач задње уљне заптивке радилице не сме да има пукотине, јаке деформације спојне површине са блоком цилиндра.

134. Проверите стање зубаца замајца и замените замајац ако је оштећен.

135. Замените или поправите замајац ако су спојне површине диска квачила или...

136....прирубница радилице има зарезе и огреботине.
137. Ако је промена боје видљива на спојној површини диска квачила (замајац је био прегрејан), онда прстенасти зупчаник на замајцу можда није довољно затегнут. Ово се може проверити у специјализованој радионици. Замајац са лабавим прстенастим зупчаником мора бити замењен.