
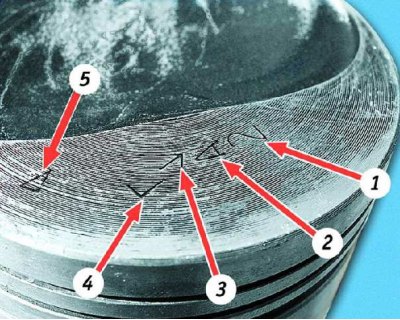
Na dnie tłoka wybite są następujące dane:
1 - klasa tłoka według otworu na palec (1, 2, 3)
2 - klasa tłoka według średnicy (A, B, C, D, E)
3 - strzałka wskazująca kierunek montażu tłoka
4 - grupuj według wagi (normalny - "G", zwiększona o 5 g - " ", pomniejszony o 5 g - "-")
5 - rozmiar naprawy (średnica zwiększona o 0,4 mm - D, o 0,8 - E)
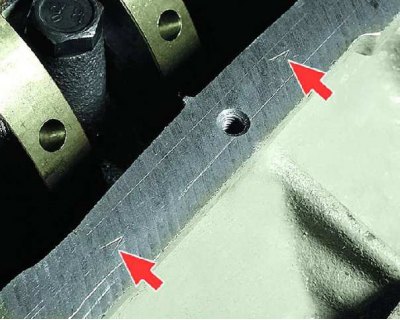
Klasa cylindra (A, B, C, D, E) wytłoczony na dolnej płaszczyźnie bloku (płaszczyzna współpracująca pod miską olejową).
Wybór tłoków
Dla wygody wyboru tłoków do cylindrów według średnicy są one podzielone na pięć klas: A, B, C, D, E (przez 0,1 mm). Części zamienne dostarczane są z tłokami o wymiarach nominalnych w trzech klasach A, C, E i dwóch nadwymiarach. Pierwszy rozmiar naprawy zwiększa się o 0,4 mm, drugi - o 0,8 mm.
Wagowo tłoki są podzielone na trzy grupy: normalne, zwiększone o 5 g i zmniejszone o 5 g. Tłoki z tej samej grupy muszą być zainstalowane w silniku.
Do tłoków o wymiarach naprawczych jako części zamienne dostarczane są pierścienie o wymiarach naprawczych powiększonych o 0,4 i 0,8 mm. Na pierścieniach pierwszego rozmiaru naprawy wygrawerowany jest numer "40", i drugi "80".
Nominalne wymiary średnic cylindrów i tłoków, mm
Grupa wielkości | Silnik VAZ-1111 | Silnik VAZ-11113 | ||
Cylinder | Tłok | Cylinder | Tłok | |
A B C D E | 76,00-76,01 76,01-76,02 76,02-76,03 76,03-76,04 76,04-76,05 | 75,965–75,975 75,975–75,985 75,985–75,995 75,995–76,005 76,005–76,015 | 82,00–82,01 82,01–82,02 82,02–82,03 82,03–82,04 82,04–82,05 | 81,965–81,975 81,975–81,985 81,985–81,995 81,995–82,005 82,005–82,015 |
Przy doborze tłoków do cylindrów należy określić szczelinę między nimi jako różnicę między zmierzonymi średnicami tłoka i cylindra.
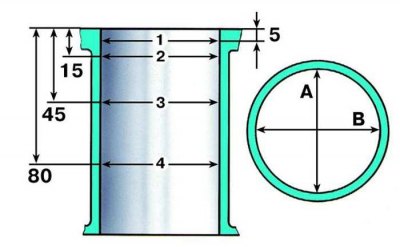
Schemat pomiaru cylindra:
A i B - kierunki pomiaru
1, 2, 3 i 4 - numery pasów
Nominalna szczelina jest ustawiona na 0,025-0,045 mm, maksymalna dopuszczalna szczelina wynosi 0,15 mm. Jeśli szczelina nie przekracza 0,15 mm, tłoki z kolejnych klas można dobrać tak, aby szczelina była jak najbardziej zbliżona do nominalnej. Jeżeli luz przekracza 0,15 mm, rozwiercić cylindry do następnego nadwymiaru i zamontować tłoki o prawidłowym nadwymiarze. Pod rozmiarem naprawy oba cylindry są wytaczane, nawet jeśli szczelina między tłokiem a cylindrem przekracza maksymalne dopuszczalne tylko w jednym cylindrze.
Sworznie tłokowe są podzielone według średnicy na trzy klasy (1, 2, 3) do 0,004 mm. Klasa palca jest zaznaczona farbą na jego czole. Klasa sworznia tłokowego jest wybita na denku tłoka, a klasa sworznia korbowodu jest wybita na pokrywie korbowodu.
Klasy wielkości sworzni tłokowych i tłoków
Klasa | Średnica, mm | Cechowanie | ||
palec | otwory w tłoku | palec | tłok | |
1 2 3 | 21,970–21,974 21,974–21,978 21,978–21,982 | 21,982–21,986 21,986–21,990 21,990–21,994 | Niebieski Zielony Czerwony | 1 2 3 |
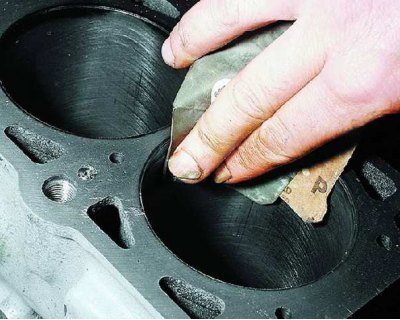
106. Oczyść głowicę tłoka z osadów węgla.
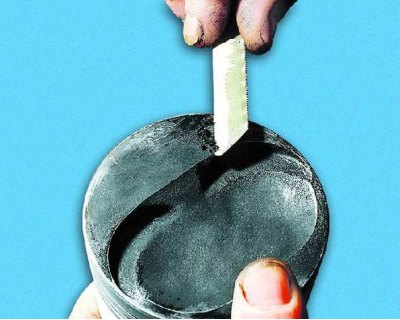
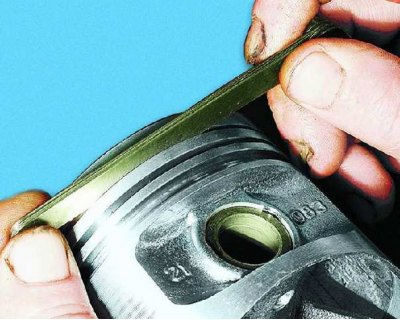
107. Oczyścić rowki pierścieni tłokowych. Wygodnie jest to zrobić za pomocą kawałka starego pierścienia.
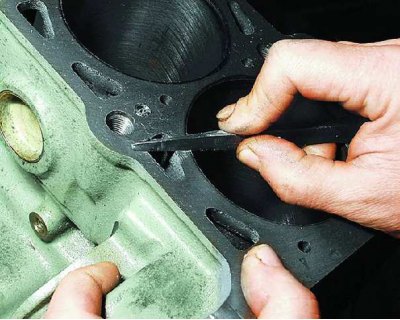
108. Oczyść otwory spustowe oleju drutem o odpowiedniej grubości.
109. Jeżeli tłok nosi ślady przepaleń, głębokich rys, pęknięć należy wymienić tłok.
110. Sprawdź luz między pierścieniami i rowkami na tłoku. Aby to zrobić, za pomocą zestawu czułków zmierz szerokość rowków w kilku miejscach na obwodzie, a następnie...
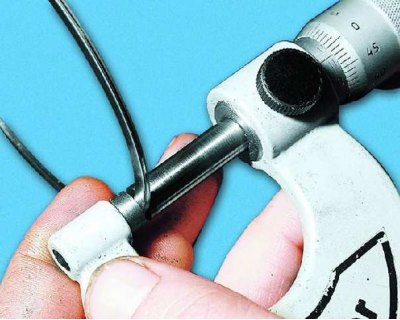
111....zmierz grubość pierścieni mikrometrem w kilku miejscach na obwodzie. Oblicz średnie odstępy (różnica między grubością pierścienia a szerokością rowka). Jeśli co najmniej jedna ze szczelin przekracza maksymalne dopuszczalne, wymień tłok na pierścienie.
Wyjaśnienie operacji 110 i 111
Luz nominalny, mm:
- dla górnego pierścienia dociskowego 0,04-0,075;
- dolny pierścień uszczelniający 0,03-0,065;
- pierścień zgarniający olej 0,02-0,055.
Maksymalny dopuszczalny luz dla wszystkich pierścieni wynosi 0,15 mm.
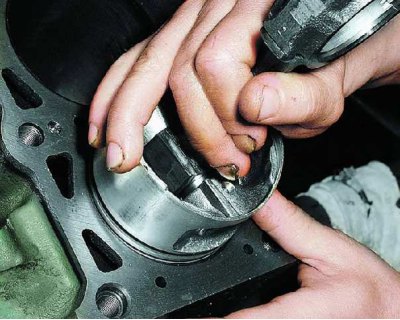
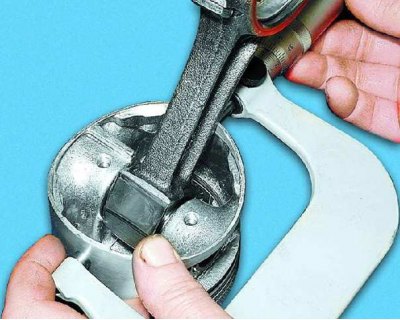
112. Zmierz szczeliny w zamkach pierścieni. Można to zrobić poprzez włożenie pierścienia do specjalnego trzpienia. Jeśli nie ma trzpienia, włóż pierścień do cylindra (w którym to działało), wsunąć tłok, jak trzpień, pierścień do cylindra tak, aby był w nim osadzony bez zniekształceń, wyjąć tłok z cylindra i...
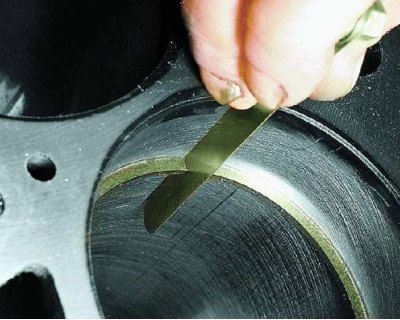
113.... szczelinomierzem zmierzyć szczelinę w zamku pierścienia. Nominalny luz powinien wynosić 0,25-0,45 mm, maksymalny dopuszczalny (z powodu zużycia) - 1,0 mm. Jeśli szczelina przekracza limit, wymień pierścień.

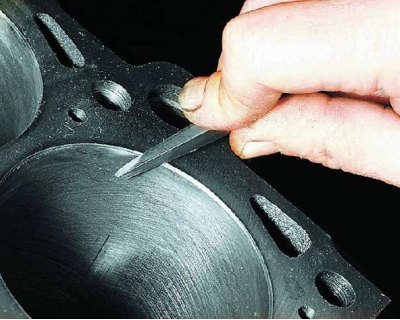
114. Jeśli szczelina jest mniejsza niż 0,25 mm, ostrożnie zeszlifuj końce pierścienia pilnikiem igłowym.

115. Zbadaj cylindry. Jeżeli na lusterku cylindra znajdują się zadrapania, zarysowania, skorupy itp., rozwiercić cylindry do rozmiaru naprawy lub wymienić blok cylindrów. Przy takich defektach o głębokości większej niż 0,8 mm jednostki nie można naprawić i należy ją wymienić.
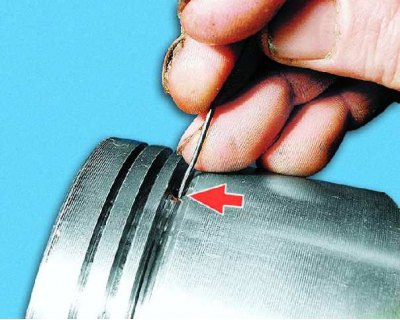
116. Usuń osad w górnej części butli. Jeśli pasek utworzył się tam z powodu zużycia cylindra, usuń go za pomocą skrobaka. Tępić ostre krawędzie na płaszczyźnie bloku cylindrów za pomocą skrobaka...
117....a następnie drobnym papierem ściernym. Zmierzyć średnicę otworu cylindra w dwóch prostopadłych płaszczyznach (wzdłuż i w poprzek osi bloku cylindrów) i cztery pasy.
118. Zmierzyć średnicę tłoka w odległości 51,5 mm od jego dna w płaszczyźnie prostopadłej do sworznia tłoka. Oblicz luzy między tłokami i cylindrami.

119. Sprawdź łożyska korbowodu. Jeśli mają pęknięcia, zadrapania, odpryski, wymień wkładki. Zabrania się wykonywania jakichkolwiek prac regulacyjnych na okładzinach.

120. Jeśli na powierzchni wału korbowego, na którym pracują uszczelnienia, występują głębokie rysy, rysy, wyszczerbienia, należy wymienić wał korbowy.

121. Jeśli na czopach głównych i korbowodów występują drobne zadrapania, ryzyka, zadrapania, należy je zeszlifować do najbliższego rozmiaru naprawy (w specjalistycznym warsztacie). Po tym...

122....oszlifować czopy i stępić ostre krawędzie skosów kanałów olejowych za pomocą stożka ściernego. Następnie przepłucz wał korbowy i przedmuchaj kanały olejowe sprężonym powietrzem. Owalność i zbieżność wszystkich szyjek po szlifowaniu nie powinna przekraczać 0,005 mm. Po wyszlifowaniu szyjek zamontuj tuleje o rozmiarach naprawczych.

123. Zmierz czopy głównego i korbowodu wału korbowego. Jeśli zużycie lub owalność szyjek przekracza 0,03 mm, należy je zeszlifować do najbliższego rozmiaru naprawy.

124. Jeśli na powierzchniach roboczych półpierścieni oporowych występują rysy, niebezpieczeństwa i rozwarstwienia, należy wymienić półpierścienie. Zabrania się wykonywania jakichkolwiek prac montażowych na półpierścieniach.
Dobór tulei wału korbowego
Nominalna średnica czopów wału korbowego, mm:
- miejscowy 50.799-50.819
- korbowód 47.830-47.850
Czopy wału korbowego można zeszlifować do jednego z czterech rozmiarów naprawy ze spadkiem nominalnej średnicy czopów, mm:
- pierwszy o 0,25 trzeci o 0,75
- sekunda o 0,5 czwarta o 1,00
Nominalna grubość wkładek, mm:
- rdzenni mieszkańcy 1824-1831
- korbowód 1.723-1.730
Wkładki są również dostarczane jako części zamienne w czterech rozmiarach naprawczych, zwiększona grubość, mm:
- pierwszy o 0,25 trzeci o 0,75
- sekunda o 0,5 czwarta o 1,00
Luzy między tulejami a czopami wału korbowego, mm:
- dla łożysk głównych: nominalna - 0,026-0,073, maksymalna dopuszczalna - 0,11;
- dla łożysk korbowodu: nominalna - 0,02-0,07, maksymalna dopuszczalna - 0,1.
Bicie wału korbowego powinno wynosić, mm:
- wzdłuż środkowego czopu głównego i powierzchni osadzenia pod kołem napędowym pompy olejowej - nie więcej niż 0,03;
- na powierzchni lądowania pod kołem zamachowym - nie więcej niż 0,04;
- na powierzchni osadzenia pod kołami pasowymi i uszczelnieniami oraz pod kołem napędowym wałka wyrównoważającego - nie więcej niż 0,05.
Wymiary półpierścieni dostarczanych jako części zamienne: nominalne - 2,31-2,36 mm oraz naprawcze (powiększony o 0,127 mm) - 2.437-2.487mm.
Luz osiowy wału korbowego: nominalny - 0,06-0,26 mm, maksymalny dopuszczalny - 0,35 mm.

125. Zmierzyć luz końcowy wału korbowego. Aby to zrobić, zainstaluj wał korbowy i podkładki oporowe w bloku cylindrów i dokręć śruby mocujące pokrywy łożysk głównych. Zamontować koło zamachowe. Zamocuj wskaźnik tak, aby jego nóżka opierała się o powierzchnię roboczą koła zamachowego (kontakt z tarczą sprzęgła). Przesuń wał korbowy całkowicie w dół (ze wskaźnika) i ustaw strzałkę wskaźnika na zero. Przesuń wał z powrotem. Wskaźnik pokaże wartość przerwy. Jeśli szczelina przekracza maksymalną dopuszczalną wartość, wymień półpierścienie oporowe.

126. Sprawdź główne łożyska. Jeśli mają pęknięcia, zadrapania, odpryski, wymień wkładki. Zabrania się wykonywania jakichkolwiek prac regulacyjnych na okładzinach.

127. Dokładnie oczyść i przepłucz kanały olejowe wału korbowego. W której...

128.. …nie zaleca się samodzielnego wyciskania zatyczek (w tym celu należy skontaktować się ze specjalistycznym warsztatem).
129. Dokładnie oczyść powierzchnie bloku cylindrów z resztek starych uszczelek. Sprawdź dokładnie blok. W przypadku stwierdzenia pęknięć należy wymienić blok wraz z pokrywami łożysk głównych.
130. Sprawdź szczelność płaszcza chłodzącego bloku cylindrów. Aby to zrobić, zatkaj otwór na pompę wodną (zamontować pompę z uszczelką) i wlej płyn Antifreeze A-40 do płaszcza chłodzącego. Jeśli zauważysz gdzieś wyciek, oznacza to, że blok jest nieszczelny i należy go wymienić.
Wyjaśnienie
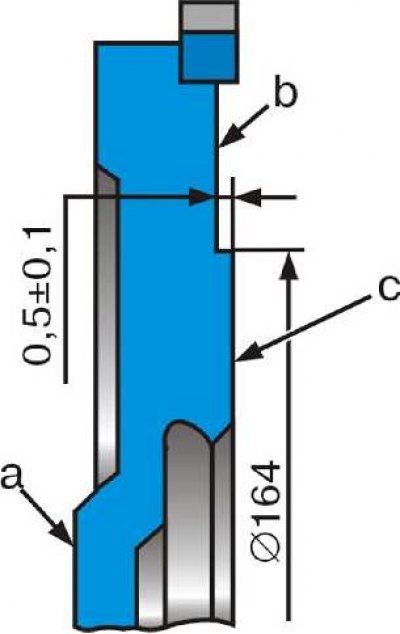
Nierówność powierzchni od strony styku tarczy napędzanej sprzęgłem nie powinna przekraczać 0,05 mm.
Nierównoległość powierzchni c styku tarczy napędzanej sprzęgłem i powierzchni b mocowania sprzęgła względem powierzchni a przylegającej do kołnierza wału korbowego nie powinna przekraczać 0,1 mm.
Bicie koła zamachowego na powierzchniach b i c nie może przekraczać 0,1 mm.
Aby usunąć głębokie rysy i otarcia, powierzchnię koła zamachowego można poddać obróbce mechanicznej, przy czym warstwa usuniętego metalu nie powinna przekraczać 1 mm. Równolegle z powierzchnią c należy obrabiać powierzchnię b zachowując między nimi rozmiar 0,5-0,1 mm. Podczas skręcania powierzchnie a, b i c powinny być równoległe.
Koło koronowe na kole zamachowym nie może się obracać po przyłożeniu do niego momentu obrotowego 600 Nm (60 kgf/m) i porusza się w kierunku osiowym, gdy działa na niego siła 4000 N (400 kgf).
131. Sprawdzić luz między luźnymi piórami łożysk radykalnych a czopami wału korbowego. W tym celu należy zmierzyć średnicę szyjek, a następnie średnicę łożysk głównych, montując osłony z tulejami na bloku i dokręcając je odpowiednimi momentami obrotowymi. Oblicz luz. Jeśli przekracza maksymalne dopuszczalne, wał korbowy należy zeszlifować do następnego rozmiaru naprawy. Prace te zaleca się wykonywać w specjalistycznym warsztacie.
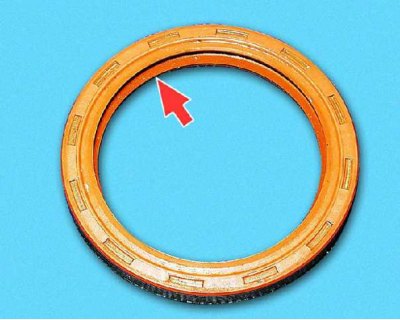
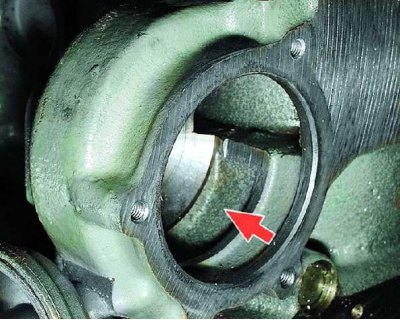
132. Sprawdź stan tylnego epiploonu wału korbowego. Uszczelka z uszkodzeniem (pęknięcia), zużycie krawędzi roboczej, która utraciła swoją elastyczność, wymienić.
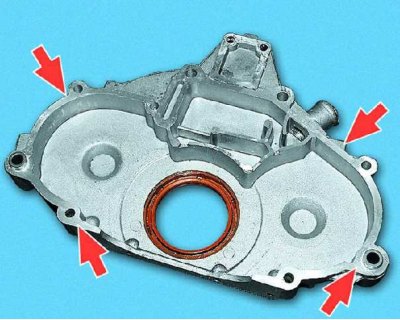
133. Uchwyt tylnego uszczelnienia olejowego wału korbowego nie może mieć pęknięć, silnych odkształceń powierzchni współpracującej z blokiem cylindrów.

134. Sprawdź stan zębów pierścienia koła zamachowego i wymień koło zamachowe, jeśli jest uszkodzone.

135. Wymień lub napraw koło zamachowe, jeśli współpracujące powierzchnie tarczy sprzęgła lub...

136....kołnierz wału korbowego ma nacięcia i zadziory.
137. Jeśli na powierzchni styku tarczy sprzęgła widoczne są przebarwienia (koło zamachowe było przegrzane), wówczas koło koronowe na kole zamachowym może nie być wystarczająco ciasne. Można to sprawdzić w specjalistycznym warsztacie. Koło zamachowe z luźnym wieńcem zębatym należy wymienić.