
Коленчатый вал
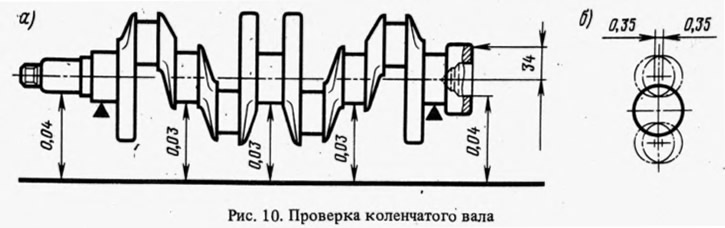
Осматривают коленчатый вал. Трещины в любом месте коленчатого вала не допускаются. На поверхностях, сопрягающихся с рабочими кромками сальников, не допускаются царапины, забоины и риски. Устанавливают коленчатый вал крайними коренными шейками на две призмы и проверяют индикатором биение в местах, указанных на рис. 10, а. Цифрами на рисунке показаны допустимые биения и смешения шеек.
Измеряют диаметры коренных и шатунных шеек. Шейки следует шлифовать при износе до диаметра на 0,005 мм меньшего минимального для данного размера коленчатого вала, а также если овальность шеек больше 0,03 мм или на них есть задиры и риски. Диаметры шеек нормального размера даны в табл. 2, а диаметры ремонтных размеров (уменьшенные на 0,25; 0,5; 0,75 и 1,00 мм) приведены выше в разд. 1.4.1.
Шлифуют шейки с уменьшением до ближайшего ремонтного размера. Расстояние между осями шатунных и коренных шеек должно быть таким, чтобы ход поршня находился в пределах (66±0,125) мм. Радиусы галтелей шеек должны быть 2,8—3 мм.
Овальность и конусообразность коренных и шатунных шеек после шлифования должны быть не более 0,007 мм, а смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, должно быть не более ±0,35 мм (см. рис. 10, 5). Для проверки устанавливают вал крайними коренными шейками на призмы и выставляют вал так, чтобы ось шатунной шейки 1-го цилиндра находилась в горизонтальной плоскости, проходящей через, оси коренных шеек. Затем индикатором проверяют смещение в вертикальном направлении шатунных шеек 2-го, 3-го и 4-го цилиндров относительно шатунной шейки 1-го цилиндра. Прошлифовав шейки, полируют их с помощью алмазной пасты или пасты ГОИ.
После шлифования й последующей доводки шеек удаляют заглушки масляных каналов, а затем прогоняют гнезда (диаметр гнезд 10-0,036 мм) заглушек зенкером А.94016/10, надетым на оправку А.94016. Тщательно промывают коленчатый вал и его каналы для удаления остатков абразива и продувают сжатым воздухом. Окончив эти операции, запрессовывают новые заглушки и зачеканивают каждую в трех точках кернером.
На первой щеке коленчатого вала маркируют величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Вкладыши подшипников
При наличии рисок, задиров, отслоения или повышенного износа вкладыши заменяют. На вкладышах не должно проводиться никаких подгоночных операций. Если при проверке вкладышей окажется возможным их дальнейшее использование, то проверяют зазор между ними и шейками коленчатого вала. Зазор можно определить расчетом, измерив диаметры шеек, постелей под вкладыши и толщину вкладышей. В том случае, если зазор превышает максимально допустимый, равный 0,15 мм для коренных и 0,10 для шатунных шеек, заменяют вкладыши другими с увеличенной толщиной после шлифования шеек. Признаком правильности сборки и сопряжения шеек с соответствующими вкладышами является свободное вращение коленчатого вала.
Сальники
Два самоподжимных сальника обеспечивают герметичность на обоих концах коленчатого вала. При ремонте двигателя рекомендуется заменять оба сальника коленчатого вала независимо от их состояния.
Упорные полукольца
Так же, как и на вкладышах, на полукольцах нельзя производить никаких подгоночных операций. При задирах и отслоениях заменяют полукольца новыми. Полукольца заменяют также, если осевой зазор коленчатого вала превышает максимально допустимый — 0,35 мм. Новые полукольца подбирают номинальной толщины или увеличенной на 0,127 м, чтобы получить осевой зазор 0,06-0,26 мм.
Осевой зазор коленчатого вала проверяется с помощью индикатора, как показано на рис. 51, б.
Маховик
Проверяют состояние зубьев венца. В случае их повреждения маховик заменяют.
Поверхности маховика (рис. 11), сопрягаемые с коленчатым валом и ведомым диском сцепления, не должны иметь царапин и задиров. Допускаемая неплоскостность не более 0,1 мм.
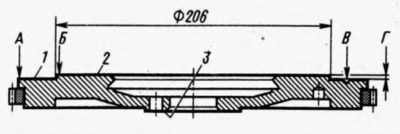
Если на рабочей поверхности 2 маховика под ведомый диск сцепления имеются царапины, протачивают эту поверхность, снимая слой металла не более 1 мм и обеспечивания шероховатость. Поверхность 1, выдерживая размер Г=(0,5±0,1) мм и обеспечивая параллельность поверхностей 2 и 2 относительно поверхности 3. Допускаемая непараллельность, замеренная по крайним точкам поверхностей 2 и 2, не должна превышать 0,1 мм.
Биение опорной поверхности 2 ведомого диска сцепления и плоскости 2 крепления сцепления проверяют, устанавливая маховик на оправку ∅35 мм и центрируя его по посадочному отверстию с упором на плоскость 3. В точках А и Б индикатор не должен показывать биений, превышающих 0,1 мм.