
Radilica
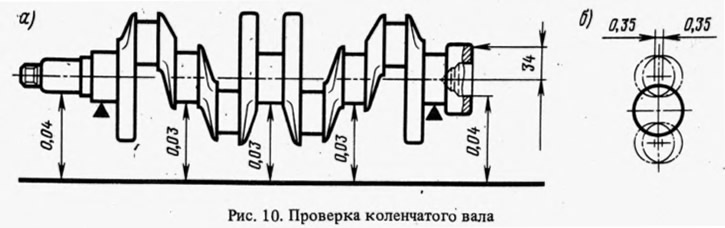
Pregledajte radilicu. Pukotine bilo gdje na koljenastom vratilu nisu dopuštene. Ogrebotine, urezi i rizici nisu dopušteni na površinama koje se spajaju s radnim rubovima kutija za brtvljenje. Radilica je ugrađena s krajnjim glavnim rukavcima na dvije prizme, a odstupanje se provjerava indikatorom na mjestima prikazanim na sl. 10, a. Brojevi na slici pokazuju dopušteno udaranje i miješanje vrata.
Izmjerite promjere glavnih i klipnjača. Ručni rukavci se trebaju brusiti kada su istrošeni do promjera 0,005 mm manjeg od minimalnog promjera za određenu veličinu radilice, a također ako je ovalnost rukavaca veća od 0,03 mm ili imaju ogrebotine i ogrebotine. Promjeri grlića normalne veličine dati su u tablici. 2, i dimenzije popravka promjera (smanjen za 0,25; 0,5; 0,75 i 1,00 mm) dano gore u sek. 1.4.1.
Izbrusite vratove sa smanjenjem do najbliže veličine popravka. Razmak između osi klipnjače i glavnih rukavaca mora biti takav da je hod klipa unutar (66±0,125) mm. Polumjeri rubova vrata trebaju biti 2,8-3 mm.
Ovalnost i konus klipnjače i klipnjače nakon brušenja ne smiju biti veći od 0,007 mm, a pomak osi klipnjače od ravnine koja prolazi kroz osi klipnjače i klipnjače ne smije biti veći. od±0,35 mm (vidi sl. 10.5). Za provjeru, ugradite osovinu s krajnjim glavnim rukavcima na prizme i postavite osovinu tako da je os klipnjače prvog cilindra u vodoravnoj ravnini koja prolazi kroz os glavnih rukavaca. Zatim indikator provjerava pomak u okomitom smjeru osovinica 2., 3. i 4. cilindra u odnosu na osovinicu 1. cilindra. Nakon brušenja vratova, ispolirajte ih dijamantnom pastom ili GOI pastom.
Nakon brušenja i naknadne dorade grlića uklanjaju se čepovi uljnih kanala, a zatim se ubijaju gnijezda (promjer utičnice 10 -0,036 mm) čepovi sa upuštačem A.94016/10, nataknuti na trn A.94016. Radilica i njeni kanali temeljito se operu kako bi se uklonili ostaci abraziva i propuhaju komprimiranim zrakom. Nakon završetka ovih operacija, novi čepovi se utiskuju i svaki se kuje na tri točke središnjim probijačem.
Na prvom obrazu koljenastog vratila označite količinu smanjenja glavnih i klipnjača (na primjer, K 0,25; Š 0,50).
Ležajne ljuske
U prisutnosti ogrebotina, brazda, raslojavanja ili povećanog trošenja, obloge se mijenjaju. Na oblogama se ne smiju izvoditi nikakvi radovi namještanja. Ako se prilikom provjere košuljica pokaže da je njihova daljnja uporaba moguća, tada se provjerava razmak između njih i rukavaca radilice. Razmak se može odrediti računskim putem mjerenjem promjera grla, ležišta ispod košuljica i debljine košuljica. U slučaju da razmak premašuje maksimalno dopušteno, jednako 0,15 mm za glavne i 0,10 za klipnjače, zamijenite košuljice drugima s povećanom debljinom nakon brušenja rukavaca. Znak ispravne montaže i spajanja vratova s odgovarajućim košuljicama je slobodno okretanje koljenastog vratila.
Uljne brtve
Dvije samozaključavajuće uljne brtve osiguravaju nepropusnost na oba kraja koljenastog vratila. Prilikom popravka motora preporuča se zamijeniti oba semeringa radilice, bez obzira na njihovo stanje.
Potisni poluprstenovi
Kao i na košuljicama, na poluprstenovima se ne mogu izvoditi nikakvi radovi namještanja. U slučaju habanja i raslojavanja, poluprstenovi se zamjenjuju novima. Poluprstenovi se također mijenjaju ako aksijalni zazor radilice premašuje maksimalno dopušteno - 0,35 mm. Novi poluprstenovi odabiru se s nominalnom debljinom ili povećavaju za 0,127 m kako bi se dobio aksijalni zazor od 0,06-0,26 mm.
Aksijalni zazor koljenastog vratila provjerava se pomoću indikatora, kao što je prikazano na riža. 51b.
Zamašnjak
Provjerite stanje zubnih krunica. U slučaju oštećenja, zamašnjak se mijenja.
površine zamašnjaka (riža. jedanaest), spojen s radilicom i diskom kvačila, ne smije imati ogrebotine i neravnine. Dopuštena ravnost nije veća od 0,1 mm.
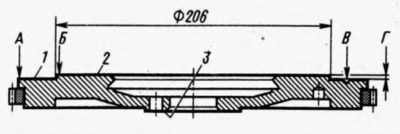
Ako postoje ogrebotine na radnoj površini 2 zamašnjaka ispod diska kvačila, ta se površina obrađuje, uklanjajući metalni sloj ne veći od 1 mm i osiguravajući hrapavost. Ploha 1, nosiva mjera D= (0,5±0,1) mm i osiguravanje paralelnosti površina 2 i 2 u odnosu na površinu 3. Dopuštena neparalelnost, mjerena na krajnjim točkama površina 2 i 2, ne smije biti veća od 0,1 mm.
Odstupanje ležajne površine 2 diska pogonjenog kvačilom i montažne ravnine kvačila 2 provjerava se postavljanjem zamašnjaka na trn ∅ 35 mm i centriranjem duž montažne rupe s naglaskom na ravninu 3. U točkama A i B, indikator ne smije pokazivati otkucaje veće od 0,1 mm.