
Колінчастий вал
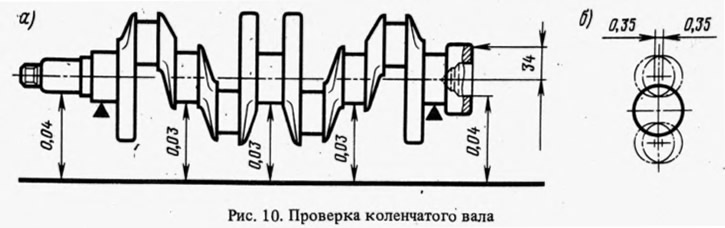
Оглядають колінчастий вал. Тріщини будь-де колінчастого валу не допускаються. На поверхнях, що сполучаються з робочими кромками сальників, не допускаються подряпини, вибоїни та ризики. Встановлюють колінчастий вал крайніми корінними шийками на дві призми і перевіряють індикатором биття у місцях, вказаних на рис. 10 а. Цифрами на малюнку показані допустимі биття та змішування шийок.
Вимірюють діаметри корінних та шатунних шийок. Шийки слід шліфувати при зносі до діаметра на 0,005 мм меншого мінімального для даного розміру колінчастого валу, а також якщо овальність шийок більше 0,03 мм або на них є задираки та ризики. Діаметри шийок нормального розміру наведено в табл. 2, а діаметри ремонтних розмірів (зменшені на 0,25; 0,5; 0,75 та 1,00 мм) наведені вище в розд. 1.4.1.
Шліфують шийки із зменшенням до найближчого ремонтного розміру. Відстань між осями шатунних і корінних шийок має бути такою, щоб хід поршня знаходився в межах (66±0,125) мм. Радіуси жолобників шийок повинні бути 2,8-3 мм.
Овальність і конусоподібність корінних та шатунних шийок після шліфування мають бути не більше 0,007 мм, а зміщення осей шатунних шийок від площини, що проходить через осі шатунних та корінних шийок, має бути не більше±0,35 мм (див. рис. 10, 5). Для перевірки встановлюють вал крайніми корінними шийками на призми і виставляють вал так, щоб вісь шатунної шийки 1-го циліндра знаходилася в горизонтальній площині, що проходить через осі корінних шийок. Потім індикатором перевіряють зміщення у вертикальному напрямку шатунних шийок 2-го, 3-го та 4-го циліндрів щодо шатунної шийки 1-го циліндра. Прошліфувавши шийки, полірують їх за допомогою алмазної пасти або пасти ГОІ.
Після шліфування і подальшого доведення шийок видаляють заглушки масляних каналів, а потім проганяють гнізда (діаметр гнізд 10 -0,036 мм) заглушок зенкером А.94016/10, одягненим на оправлення А.94016. Ретельно промивають колінчастий вал та його канали для видалення залишків абразиву та продувають стисненим повітрям. Закінчивши ці операції, запресовують нові заглушки та зачеканюють кожну в трьох точках кернером.
На першій щоці колінчастого валу маркують величину зменшення корінних та шатунних шийок (наприклад, 0,25; Ш 0,50).
Вкладиші підшипників
За наявності рисок, задир, відшарування або підвищеного зносу вкладки замінюють. На вкладишах не повинно проводитися ніяких підгоночних операцій. Якщо під час перевірки вкладишів виявиться можливим їхнє подальше використання, то перевіряють зазор між ними і шийками колінчастого валу. Зазор можна визначити розрахунком, вимірявши діаметри шийок, ліжок під вкладиші та товщину вкладишів. У тому випадку, якщо зазор перевищує максимально допустимий, рівний 0,15 мм для корінних і 0,10 для шийок шатунних, замінюють вкладиші іншими зі збільшеною товщиною після шліфування шийок. Ознакою правильності складання та сполучення шийок з відповідними вкладишами є вільне обертання колінчастого валу.
Сальники
Два самопідтильні сальники забезпечують герметичність на обох кінцях колінчастого валу. При ремонті двигуна рекомендується замінювати обидва сальники колінчастого валу незалежно від їх стану.
Завзяті півкільця
Так само, як і на вкладишах, на півкільцях не можна робити ніяких підгонкових операцій. При задираках і відшарування замінюють півкільця новими. Півкільця замінюють також, якщо осьовий зазор колінчастого валу перевищує максимально допустимий – 0,35 мм. Нові півкільця підбирають номінальною товщиною або збільшеною на 0,127 м, щоб отримати осьовий зазор 0,06-0,26 мм.
Осьовий зазор колінчастого валу перевіряється за допомогою індикатора, як показано на Мал. 51, б.
Маховик
Перевіряють стан зубів вінця. У разі пошкодження маховик замінюють.
Поверхні маховика (Мал. 11), що сполучаються з колінчастим валом і веденим диском зчеплення, не повинні мати подряпин та задирок. Неплощинність, що допускається, не більше 0,1 мм.
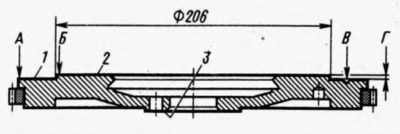
Якщо на робочій поверхні 2 маховика під ведений диск зчеплення є подряпини, проточують цю поверхню, знімаючи шар металу не більше 1 мм та забезпечення шорсткості. Поверхня 1 витримуючи розмір Г= (0,5±0,1) мм і забезпечуючи паралельність поверхонь 2 і 2 щодо поверхні 3. Непаралельність, що допускається, заміряна по крайніх точках поверхонь 2 і 2, не повинна перевищувати 0,1 мм.
Биття опорної поверхні 2 веденого диска зчеплення і площини 2 кріплення зчеплення перевіряють, встановлюючи маховик на оправку 35 мм і центруючи його по посадковому отворі з упором на площину 3. У точках А і Б індикатор не повинен показувати биття, перевищують 1мм.