
Wał korbowy
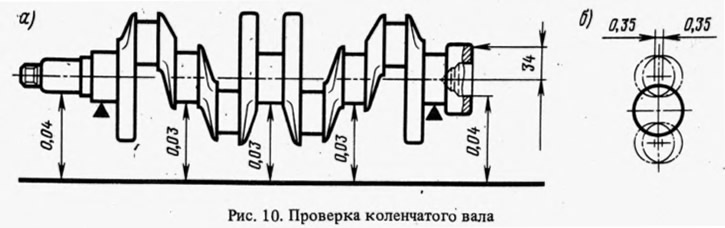
Sprawdź wał korbowy. Pęknięcia w dowolnym miejscu na wale korbowym są niedozwolone. Zadrapania, wyszczerbienia i zagrożenia są niedozwolone na powierzchniach współpracujących z krawędziami roboczymi dławnic. Wał korbowy montuje się skrajnymi czopami głównymi na dwóch pryzmatach, a bicie sprawdza się wskaźnikiem w miejscach wskazanych na rys. 10 a. Liczby na rysunku pokazują dopuszczalne bicie i mieszanie szyj.
Zmierz średnice czopów głównych i korbowodów. Czopy należy zeszlifować, gdy są zużyte do średnicy o 0,005 mm mniejszej od średnicy minimalnej dla danego rozmiaru wału korbowego, a także gdy owalność czopów jest większa niż 0,03 mm lub posiadają otarcia i zarysowania. Średnice szyjek o normalnej wielkości podano w tabeli. 2, i średnice wymiarów naprawczych (zmniejszona o 0,25; 0,5; 0,75 i 1,00 mm) podane powyżej w sek. 1.4.1.
Zmiel szyje ze spadkiem do najbliższego rozmiaru naprawy. Odległość między osiami korbowodu a czopami głównymi musi być taka, aby skok tłoka mieścił się w granicach (66±0,125) mm. Promienie zaokrągleń szyjek powinny wynosić 2,8-3 mm.
Owalność i zbieżność czopów korbowodu i korbowodu po szlifowaniu nie powinna przekraczać 0,007 mm, a przemieszczenie osi czopów korbowodu od płaszczyzny przechodzącej przez osie korbowodu i czopów głównych nie powinno być większe niż±0,35 mm (patrz ryc. 10,5). W celu sprawdzenia należy zamontować wał skrajnymi czopami głównymi na pryzmatach i ustawić wał tak, aby oś czopów korbowodu 1. cylindra znajdowała się w płaszczyźnie poziomej przechodzącej przez oś czopów głównych. Następnie wskaźnik sprawdza przemieszczenie w kierunku pionowym czopów korbowych 2., 3. i 4. cylindra względem czopów korbowych 1. cylindra. Po wyszlifowaniu szyjek wypoleruj je pastą diamentową lub pastą GOI.
Po szlifowaniu i późniejszym wykończeniu szyjek usuwa się korki kanałów olejowych, a następnie wbija się gniazda (średnica gniazda 10 -0,036 mm) korki z pogłębiaczem A.94016/10, zakładane na trzpień A.94016. Wał korbowy i jego kanały są dokładnie myte w celu usunięcia pozostałości ściernych i przedmuchiwane sprężonym powietrzem. Po zakończeniu tych operacji wciskane są nowe korki i każdy jest wybijany w trzech punktach za pomocą środkowego stempla.
Na pierwszym policzku wału korbowego zaznacz wielkość redukcji czopów głównego i korbowodu (na przykład K 0,25; Ř 0,50).
Panewki łożysk
W przypadku zarysowań, zarysowań, rozwarstwień lub zwiększonego zużycia wkładki podlegają wymianie. Na wykładzinach nie należy wykonywać żadnych czynności montażowych. Jeśli podczas sprawdzania tulei okaże się, że ich dalsze użycie jest możliwe, wówczas sprawdzana jest szczelina między nimi a czopami wału korbowego. Szczelinę można określić obliczeniowo, mierząc średnice szyjek, łóżek pod wkładkami i grubość wkładek. W przypadku, gdy szczelina przekracza maksymalną dopuszczalną, równą 0,15 mm dla czopów głównych i 0,10 dla czopów korbowodów, należy wymienić tuleje na inne o zwiększonej grubości po przeszlifowaniu czopów. Oznaką prawidłowego montażu i spasowania szyjek z odpowiednimi tulejami jest swobodny obrót wału korbowego.
Uszczelki olejowe
Szczelność na obu końcach wału korbowego zapewniają dwa samozabezpieczające się uszczelnienia olejowe. Podczas naprawy silnika zaleca się wymianę obu uszczelniaczy olejowych wału korbowego, niezależnie od ich stanu.
Półpierścienie oporowe
Podobnie jak w przypadku wkładek, na półpierścieniach nie można wykonywać żadnych operacji pasowania. W przypadku zarysowań i rozwarstwień półpierścienie wymienia się na nowe. Półpierścienie są również wymieniane, jeśli luz osiowy wału korbowego przekracza maksymalne dopuszczalne - 0,35 mm. Nowe półpierścienie dobierane są z grubością nominalną lub powiększoną o 0,127 m tak, aby uzyskać luz osiowy 0,06-0,26 mm.
Luz osiowy wału korbowego sprawdza się za pomocą wskaźnika, jak pokazano na rysunku Ryż. 51b.
Koło zamachowe
Sprawdź stan zębów korony. W przypadku uszkodzenia koło zamachowe podlega wymianie.
powierzchnie koła zamachowego (Ryż. jedenaście), współpracujący z wałem korbowym i tarczą sprzęgła nie może posiadać rys i zadziorów. Dopuszczalna płaskość wynosi nie więcej niż 0,1 mm.
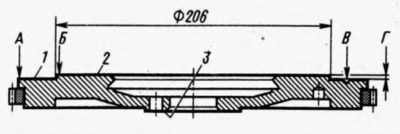
Jeśli na powierzchni roboczej 2 koła zamachowego pod tarczą sprzęgła występują rysy, powierzchnia ta jest obrabiana maszynowo, usuwając warstwę metalu nie większą niż 1 mm i zapewniając chropowatość. Powierzchnia 1, wymiar łożyska D= (0,5±0,1) mm i zapewnienie równoległości powierzchni 2 i 2 względem powierzchni 3. Dopuszczalna nierównoległość mierzona w skrajnych punktach powierzchni 2 i 2 nie powinna przekraczać 0,1 mm.
Bicie powierzchni nośnej 2 tarczy napędzanej sprzęgłem oraz płaszczyzny mocowania sprzęgła 2 sprawdza się montując koło zamachowe na trzpieniu ∅ 35 mm i centrując je wzdłuż otworu montażowego z naciskiem na płaszczyznę 3. W punktach A i B wskaźnik nie powinien wykazywać uderzeń przekraczających 0,1 mm.