
Головка циліндрів
Перед перевіркою встановіть головку циліндрів на підставку у вигляді металевої або дерев'яної рамки, видаліть нагар зі стінок камер згоряння і з поверхні випускних каналів звичайною металевою щіткою або електричним дрилем, що приводиться в обертання. Очистіть та огляньте впускні канали та канали підведення олії до важелів приводу клапанів.
Якщо спостерігалися випадки попадання охолодної рідини в масло, перевірте герметичність головки циліндрів, для чого встановіть на головці заглушки 1, 2, 4 (Мал. 16) з прокладками, що входять до комплекту пристосування А.60344, та закріпіть болтами нижню плиту 3. Встановіть фланець 5 зі штуцером підведення води та нагнітайте насосом воду всередину головки під тиском 5 кгс/см2. Протягом 2 хв не повинно спостерігатись течі води з головки циліндрів двигуна.
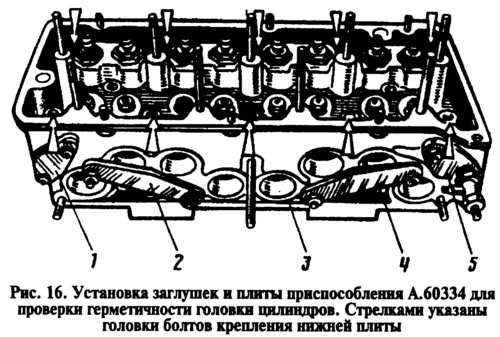
Можна перевірити головку циліндрів стисненим повітрям, для чого встановіть на головці циліндрів деталі, що входять до комплекту пристрою А.60334, опустіть її у ванну з водою, нагрітою до 60-80°С, і дайте їй прогрітися протягом 5 хв. Подайте всередину головки стиснене повітря під тиском 1,5-2 кгс/см2. Протягом 1-1,5 хв не повинно спостерігатись виходу повітря з головки. У разі виявлення тріщин голівку циліндрів замініть.
Сідла клапанів
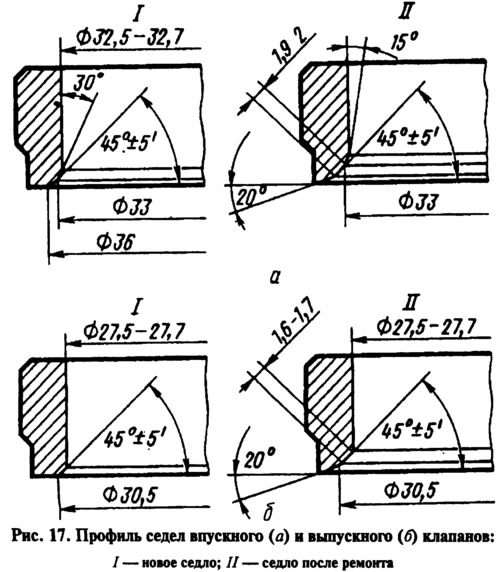
Сідла (Мал. 17) не повинні мати на робочих фасках (зоні контакту із клапанами) точкових раковин, корозії та інших ушкоджень. Невеликі пошкодження на поверхні робочих фасок усуньте шліфуванням за допомогою шліфувальної машинки або вручну.
Для шліфування встановіть головку циліндрів на підставку А.60353 або металеву або дерев'яну рамку та вставте у напрямну втулку клапана стрижень А.94059 (є два стрижні різного діаметра: А.94059/1 для направляючих втулок впускних клапанів та А.94059/2 для втулок випускних клапанів). Видаліть з фасок сідел нагар та наклеп зенкерами А.94003 та А.94101 для сідел впускних клапанів та зенкерами А.94031 та А.94092 для сідел випускних клапанів. Зенкера надягають на шпиндель А.94058 і центруються напрямними стрижнями А.94059.
Після очищення фасок надягніть на стрижень А.94059 пружину А.94059/5, встановіть на шпиндель А.94069 конічний коло А.94078 для сідел випускних клапанів або коло А.94100 для сідел впускних клапанів, закріпіть шпиндель у шліфів. знімаючи при цьому якнайменше металу.
У момент зіткнення кола з сідлом машинка повинна бути вимкненою, інакше виникне вібрація і фаска буде неправильною.
Після шліфування ширину робочої фаски доведіть до значень, вказаних на рис. 17. Для доведення фаски сідла випускного клапана надягніть на шпиндель А.94058 Зенкер А.94031 (20°), потім надягніть шпиндель з зенкером на напрямний стрижень А.94059 і зенкуйте сідло до 30,5 мм. Потім зенкер А.94092 доведіть ширину фаски до 1,6-1,7 мм (див. рис. 17, б).
Для доведення фаски сідла впускного клапана надягніть на шпиндель А.94058 зенкер А.94003 і зенкуйте сідло до 33 мм (див. рис. 17, a), потім надягніть на шпиндель зенкер А.94101 і доведіть ширину робочої фаски до 1,9-2 мм.
Якщо шліфуванням не вдається усунути пошкодження робочої фаски сідла, то головку циліндрів замініть.
Після шліфування перевірте герметичність клапанів. Для цього встановіть у головку циліндрів клапани зі пружинами і налийте у впускні та випускні канали головки циліндрів гас. При витримці протягом 3 хв не слід спостерігати течії гасу через клапани.
У разі виявлення негерметичності клапанів проведіть повторне шліфування робочої фаски клапана та сідла на головці циліндрів.
Клапани
Перед перевіркою клапанів видаліть з них нагар звичайною щіткою або на полірувальному верстаті з щітками, що обертаються. Перевірте, чи не деформовано стрижень (непрямолінійність стрижня не більше 0,015 мм) і чи немає тріщин на головці клапана. Пошкоджений клапан замініть.
Перевірте стан робочої фаски клапана. При дрібних пошкодженнях прошліфуйте, витримуючи кут фаски 45°30'±5' і стежачи, щоб товщина циліндричної частини тарілки клапана після шліфування не була менше 0,5 мм, а у випускного клапана не виявився знятим шар твердого сплаву, наплавлений на фаску.
Напрямні втулки клапанів
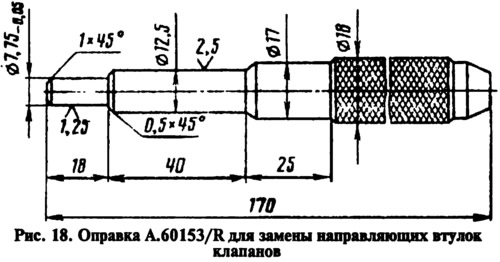
Під час перевірки напрямних втулок клапанів перевірте зазор між ними та стрижнями клапанів, вимірявши діаметр стрижня клапана та отвори напрямної втулки. Значення величини зазору має відповідати даним табл. 1. Якщо зазор більший за допустимий, замініть клапан. Якщо надмірний зазор не усувається лише заміною клапана, замініть і напрямну втулку. Для цієї операції користуються виправленням A.60153/R (Мал. 18). Запресовуйте напрямні втулки з надітим стопорним кільцем до упору кільця в площину головки циліндрів. Для заміни двох напрямних втулок впускного та випускного клапанів 1-го та 4-го циліндрів відверніть дві шпильки кріплення корпусу підшипників розподільчого валу, оскільки вони заважають установці оправлення.
Після встановлення напрямних втулок розгорніть отвори в них розгортками (А.90310/1 для втулок впускних клапанів та А.90310/2 для втулок випускних клапанів). Потім прошліфуйте сідло клапана та доведіть ширину робочої фаски до необхідних розмірів, як зазначено вище.
Масловідбивні ковпачки напрямних втулок
У ковпачків не допускаються відшарування гуми від арматури, тріщини та надмірне зношування робочої кромки. При ремонті двигуна масловідбивні ковпачки рекомендується завжди замінювати на нові. Замінювати їх рекомендується на знятій головці циліндрів, щоб не погнути стрижні клапанів. Для напресування ковпачків користуйтесь оправкою 41.7853.4016 (див. рис. 15).
Важелі клапанів
У важелів клапанів перевірте стан робочих поверхонь, що стикаються зі стрижнем клапана, з кулачком розподільчого валу та зі сферичним кінцем регулювального болта. Якщо на них є задираки або ризики, важіль замініть. Якщо виявлено деформацію або інші пошкодження на втулці регулювального болта або на самому болті, то пошкоджені деталі також замініть.
Пружини клапанів та важелів клапанів
Пружини перевірте на пружність та наявність тріщин. Пружність перевіряється за довжиною пружини у вільному стані (39,2 мм - внутрішня і 50 мм - зовнішня) і під навантаженням: 13,9±0,7 та 28,1±1,4 кгс для внутрішнього (при цьому довжина повинна бути відповідно дорівнює 29,7 та 20 мм); 28,9±1,5 та 46±2,3 кгс для зовнішньої (при цьому довжина відповідно дорівнює 33,7 та 24 мм).
Дані для перевірки пружин важелів клапанів такі. Довжина пружини у вільному стані 35 мм, а під навантаженням 52-75 кгс дорівнює 43 мм.
Прокладка головки циліндрів
Поверхні прокладки повинні бути рівними, без вм'ятин, тріщин, здуття та зламів. Відшарування обкладильного матеріалу від арматури не допускається. На окантовці отворів не повинно бути тріщин, прогарів та відшарувань.