
Колесныя цыліндры
Разбярыце колавыя цыліндры, для чаго зніміце ахоўныя каўпачкі 1 (мал. 6-20) і поршні 2, выміце ўшчыльняльнікі 3, апорныя кубкі 5 і спружыну 7. Затым вывярніце штуцэр 6. Праверце чысціню працоўных паверхняў цыліндру і поршні. Паверхні павінны быць зусім гладкімі, без шурпатасцяў, каб не адбывалася ўцечкі вадкасці і заўчаснага зносу ўшчыльняльнікаў і поршні. Дэфекты на люстэрку цыліндру ўхіліце прыціркай або шліфоўкай. Аднак павелічэнне ўнутранага дыяметра цыліндру не дапушчаецца.
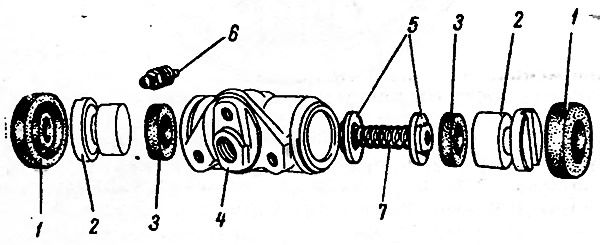
Мал. 6-20. Дэталі колавага цыліндру: 1 - ахоўны каўпачок; 2 - поршань; 3 - ушчыльняльнік; 4 - корпус колавага цыліндру; 5 - кубкі спружыны; 6 - штуцэр выпуску паветра; 7 - спружына
Заменіце ўшчыльняльнікі 3 новымі. Праверце стан ахоўных каўпачкоў 1 і пры неабходнасці заменіце іх.
Праверце стан спружыны 7. Даўжыня яе ў вольным стане павінна быць 34 мм, пад нагрузкай 34,3±1,96 Н (3,5±0,2 кгс) - 17,8 мм, пры неабходнасці заменіце яе.
Перад зборкай усе дэталі багата змазвайце тармазной вадкасцю. Усталёўвайце дэталі ў паслядоўнасці, зваротнай разборцы. Пасля зборкі праверце перасоўванне поршняў, якое павінна быць плыўным, без заяданняў.
Калодкі
Уважліва праверце, ці няма на калодках пашкоджанняў ці дэфармацый.
Праверце пругкасць стяжных спружын як верхніх, так і ніжніх; пры неабходнасці заменіце іх новымі.
Спружыны не павінны мець рэшткавых дэфармацый пры расцяжэнні: ніжніх - намаганнем 343 Н (35 кгс), верхніх - 412 Н (42 кгс).
Праверце чысціню накладак, калі выяўлены бруд або сляды змазкі, накладкі старанна ачысціце металічнай шчоткай і прамыйце уайт-спірытам, акрамя таго, праверце, ці няма ўцечкі змазкі ці алеі ўсярэдзіне барабана; няспраўнасці ўхіліце.
Калодкі замяняйце новымі, калі таўшчыня накладак стала менш за 1,5-2 мм.
Тармазныя барабаны
Агледзьце іх. Калі на працоўнай паверхні маюцца глыбокія рыскі ці празмерная овальность, змарнуеце барабаны на станку.
Затым на такарным станку абразіўнымі дробназярністымі брускамі прашліфуйце барабаны. Гэта павялічвае даўгавечнасць накладак і паляпшае раўнамернасць і эфектыўнасць тармажэння.
Найбольшая дапушчальнае павелічэнне намінальнага дыяметра барабана (250 мм) пасля расточвання і шліфоўкі 1 мм. Межы гэтага допуску павінны строга выконвацца. у адваротным выпадку парушаецца трываласць барабана, а таксама эфектыўнасць тармажэння.
Праверка колавых цыліндраў задніх тармазоў на стэндзе.
Усталюеце цыліндр на стэнд, далучыце да яго трубаправод ад манометраў (мал. 6-21) і прапампуйце сістэму.
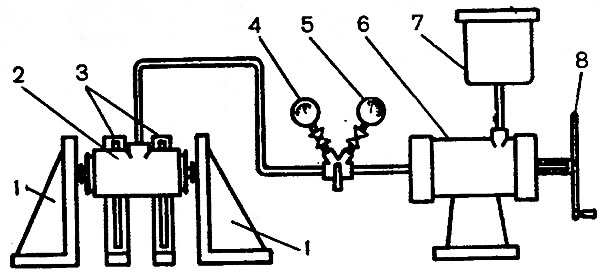
Мал. 6-21. Схема праверкі колавых цыліндраў задніх тармазоў: 1 - упоры поршняў; 2 - які выпрабоўваецца цыліндр; 3 - кранштэйны цыліндру; 4 - манометр нізкага ціску; 5 - манометр высокага ціску; 6 - цыліндр для стварэння ціску; 7 - посуд; 8 - махавік
Адрэгулюйце ўпоры 1 так, каб у іх упіраліся поршні колавага цыліндру.
Праверце адсутнасць уцечкі вадкасці. Падлучыце манометр нізкага ціску; павольна круцячы махавік кіравання цыліндрам прывада, усталюеце ціск вадкасці 0,05 Мпа (0.5 кгс/см2).
Упэўніцеся, што ўсталяваны ціск утрымліваецца на працягу 5 мін. Паўтарыце аналагічна выпрабаванне пры ціску 0,1-0,2-0,3-0,4-0,5 Мпа (1-2-3-4-5 кгс/см2).
Знізьце ціск і падключыце манометр высокага ціску. Прытрымліваючыся паказаных правіл, паспрабуйце выпрабаванні пры ціску 5-10-15 Мпа (50-100- 15G кгс/см2).
Не дапушчаецца паніжэнне ціску з-за ўцечкі вадкасці праз ушчыльняльныя элементы, злучэнні трубаправодаў, штуцэры для прапампоўкі вадкасці ці праз сітавіны адліўкі.
Дапушчаецца малаважнае (не больш за 0,5 Мпа (5 кгс/см2) на працягу 5 мін) памяншэнне ціску, асабліва пры больш высокіх цісках, з-за ўсаджванні ўшчыльняльнікаў.