
На працоўных фасках сёдлаў (зона кантакту з клапанамі) не павінна быць кропкавых ракавін, карозіі і пашкоджанняў. Невялікія пашкоджанні можна ўхіліць шліфаваннем сёдлаў. Пры гэтым здымайце як мага менш металу. Шліфаваць можна як уручную, так і з дапамогай шліфавальнай машынкі.
Шліфуйце ў наступным парадку:
- усталюеце галоўку на падстаўку А.60353, устаўце ў накіроўвалую ўтулку клапана стрыжань А.94059 і ачысціце фаскі сёдлаў ад нагара зенкерамі А.94031 і А.94092 для сёдлаў выпускных клапанаў і зенкерамі А 94003 і. 01 для сёдлаў впускных клапанаў. Зенкера апранаюцца на шпіндзель А.94058 і цэнтруюцца накіроўвалым стрыжнем А.94059;
- надзеньце на накіроўвалы стрыжань А.94059 спружыну А.94069/5, усталюеце на шпіндзель А.94069 канічны круг А.94078 для сёдлаў выпускных клапанаў або круг А.94100, для сёдлаў впускных клапанаў, замацуйце шпіндзель у шліфальнай сядло клапана (мал. 2-45).

Заўвага. Стрыжні А.94059 існуюць двух розных дыяметраў: А.94059/1 - для накіравальных утулак впускных клапанаў і А.94059/2для накіравальных утулак выпускных клапанаў.
У момант судотыку круга з сядлом машынка павінна быць выключана, інакш паўстане вібрацыя і фаска будзе няправільнай. Рэкамендуецца часцей рабіць праўку круга дыяментам.
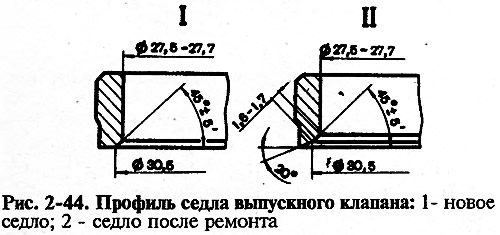
Для сёдлаў выпускных клапанаў шырыню працоўнай фаскі давядзіце да велічынь, паказаных на мал. 2-44, зенкерам А.94031 (кут 20°), і зенкерам А.94092, якім ухіляецца наклеп на ўнутраным дыяметры. Зенкеры апранаюцца на шпіндзель А.94058 і, таксама як і пры шліфаванні, цэнтруюцца стрыжнем А.94059.
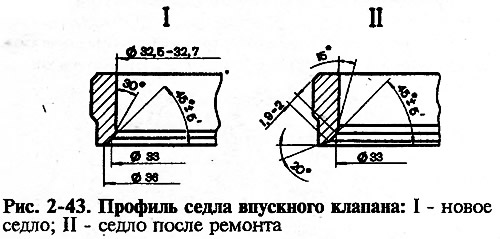
У сёдлаў впускных клапанаў шырыню працоўнай фаскі давядзіце да велічынь, паказаных на мал. 2-43, спачатку апрацаваўшы ўнутраную фаску зенкерам А94003 (мал.-2-46) да атрымання памеру дыяметра 33, а затым фаску 20°зенкерам А.94101 да атрымання працоўнай фаскі.
