
On the working chamfers of saddles (valve contact area) there should be no pitting, corrosion or damage. Minor damage can be repaired by sanding the seats. At the same time, remove as little metal as possible. Grinding can be done both manually and with a grinder.
Sand in the following order:
- install the head on the stand A.60353, insert the rod A.94059 into the valve guide bushing and clean the chamfers of the seats from carbon deposits with A.94031 and A.94092 drills for exhaust valve seats and A.94003 and A.94 drills) 01 for intake valve seats. Countersinks are put on the spindle A.94058 and centered by the guide rod A.94059;
- put the spring A.94069/5 on the guide rod A.94059, install on the spindle A.94069 the conical circle A.94078 for exhaust valve seats or the circle A.94100 for inlet valve seats, fix the spindle in a grinder and grind the valve seat (pic. 2-45).

Note. Rods A.94059 are available in two different diameters: A.94059/1 for intake valve guides and A.94059/2 for exhaust valve guides.
At the moment the wheel touches the seat, the machine must be turned off, otherwise vibration will occur and the chamfer will be incorrect. It is recommended to dress the wheel more often with a diamond.
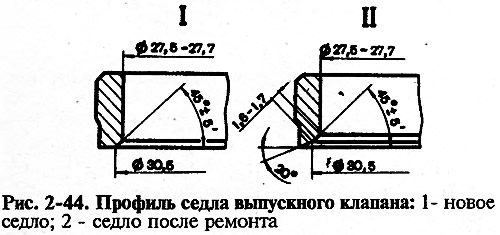
For exhaust valve seats, bring the width of the working chamfer to the values specified in fig. 2-44, countersink A.94031 (angle 20°), and countersink A.94092, which eliminates hardening on the inner diameter. Countersinks are put on the spindle A.94058 and, as in the case of grinding, are centered with the rod A.94059.
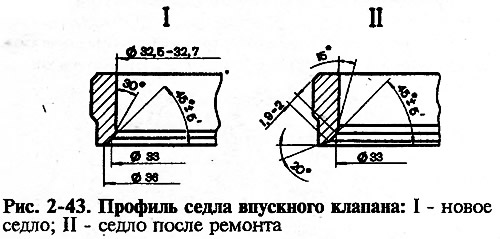
At the inlet valve seats, bring the width of the working chamfer to the values specified in fig. 2-43, having first processed the internal chamfer with a countersink A94003 (fig.-2-46) to obtain a diameter size of 33, and then a chamfer of 20°with a countersink A.94101 until a working chamfer is obtained.
