
На радним косинама седла (контактна површина вентила) не би требало да буде удубљења, корозије или оштећења. Мања оштећења се могу поправити брушењем седишта. Истовремено уклоните што мање метала.Брушење се може вршити и ручно и са брусилицом.
Пескајте следећим редоследом:
- уградите главу на постоље А.60353, убаците шипку А.94059 у чахуру вођице вентила и очистите ивице седишта од наслага угљеника са А.94031 и А.94092 бушилицама за седишта издувних вентила и А.94003 и А.94 бушилице) 01 за седишта усисних вентила. Упуштачи се постављају на вретено А.94058 и центрирају помоћу водилице А.94059;
- ставити опругу А.94069/5 на водилицу А.94059, поставити на вретено А.94069 конусни круг А.94078 за седишта издувних вентила или круг А.94100 за седишта улазних вентила, фиксирати вретено у брусилицу и самлети седиште вентила (пиринач. 2-45).

Белешка. Шипке А.94059 су доступне у два различита пречника: А.94059/1 за вођице усисних вентила и А.94059/2 за вођице издувних вентила.
У тренутку када точак додирне седиште, машина се мора искључити, иначе ће доћи до вибрација и искошење ће бити нетачно. Препоручљиво је чешће облачити точак дијамантом.
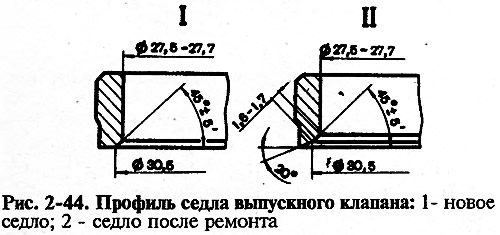
За седишта издувних вентила, доведите ширину радне ивице на вредности наведене на сл. 2-44, упуштач А.94031 (угао 20°), и упуштача А.94092, што елиминише отврдњавање на унутрашњем пречнику. Упуштачи се постављају на вретено А.94058 и, као и код брушења, центрирају се шипком А.94059.
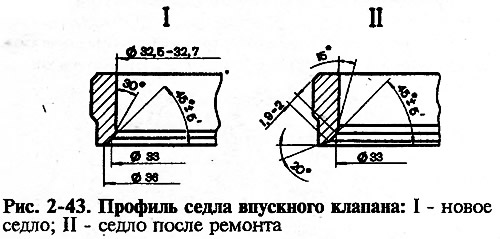
На седиштима улазног вентила доведите ширину радне закошености на вредности наведене на сл. 2-43, након што је прво обрадио унутрашњу ивицу са упуштачем А94003 (сл.-2-46) да би се добио пречник величине 33, а затим искоса од 20°са упуштачем А.94101 док се не добије радна ивица.
