
На робочих фасках сидів (зона контакту із клапанами) не повинно бути точкових раковин, корозії та пошкоджень. Невеликі пошкодження можна усунути шліфуванням сідел. При цьому знімайте якнайменше металу Шліфувати можна як вручну, так і за допомогою шліфувальної машинки.
Шліфуйте в наступному порядку:
- встановіть головку на підставку А.60353, вставте в направляючу втулку клапана стрижень А.94059 та очистіть фаски сідел від нагару зенкерами А.94031 та А.94092 для сідел випускних клапанів та зенкерами А 94003 та А.94) 01 для сідел впускних клапанів. Зенкера надягають на шпиндель А.94058 і центруються напрямним стрижнем А.94059;
- надягніть на напрямний стрижень А.94059 пружину А.94069/5, встановіть на шпиндель А.94069 конічний круг А.94078 для сідел випускних клапанів або коло А.94100, для сідел впускних клапанів, закріпіть шпиндель у шліфувальній машинці (Мал. 2-45).

Примітка. Стрижні А.94059 існують двох різних діаметрів: А.94059/1 - для направляючих втулок впускних клапанів та А.94059/2для направляючих втулок випускних клапанів.
У момент зіткнення кола з сідлом машинка повинна бути вимкнена, інакше виникне вібрація і фаска буде неправильною. Рекомендується частіше проводити редагування кола алмазом.
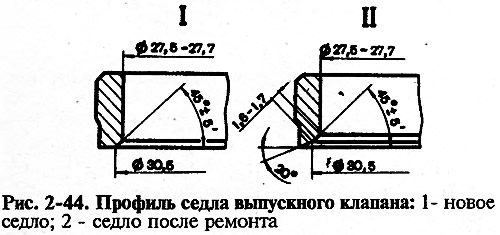
Для сідел випускних клапанів ширину робочої фаски доведіть до величин, вказаних на рис. 2-44, зенкером А.94031 (кут 20°), та зенкером А.94092, яким усувається наклеп на внутрішньому діаметрі. Зенкери надягають на шпиндель А.94058 і, як і при шліфуванні, центруються стрижнем А.94059.
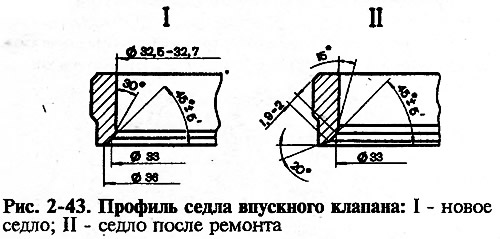
У сідел впускних клапанів ширину робочої фаски доведіть до величин, вказаних на рис. 2-43, спочатку обробивши внутрішню фаску зенкером А94003 (рис.-2-46) до одержання розміру діаметра 33, а потім фаску 20°зенкером А.94101 до одержання робочої фаски.
