
Na fazach roboczych siodełek (obszar styku zaworu) nie powinno być żadnych wżerów, korozji ani uszkodzeń. Drobne uszkodzenia można naprawić szlifując siedzenia. Jednocześnie usuwaj jak najmniej metalu.Szlifowanie można wykonać zarówno ręcznie, jak i za pomocą szlifierki.
Piasek w następującej kolejności:
- zamontować głowicę na statywie A.60353, włożyć trzpień A.94059 w tuleję prowadnicy zaworu i oczyścić sfazowania gniazd z nagaru wiertłami A.94031 i A.94092 do gniazd zaworów wydechowych oraz A.94003 i A 0,94 wiertła) 01 do gniazd zaworów dolotowych. Pogłębiacze są nakładane na wrzeciono A.94058 i centrowane za pomocą pręta prowadzącego A.94059;
- założyć sprężynę A.94069/5 na prowadnicę A.94059, założyć na trzpień A.94069 koło stożkowe A.94078 dla gniazd zaworów wydechowych lub koło A.94100 dla gniazd zaworów dolotowych, zamocować wrzeciono w szlifierce i zeszlifować gniazdo zaworu (Ryż. 2-45).

Notatka. Pręty A.94059 są dostępne w dwóch różnych średnicach: A.94059/1 do prowadnic zaworów dolotowych i A.94059/2 do prowadnic zaworów wydechowych.
W momencie zetknięcia się koła z gniazdem maszyna musi być wyłączona, w przeciwnym razie wystąpią drgania i faza będzie nieprawidłowa. Zaleca się częstsze obciąganie koła diamentem.
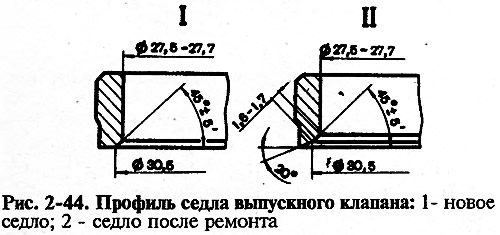
W przypadku gniazd zaworów wydechowych doprowadź szerokość fazy roboczej do wartości określonych na ryc. 2-44, pogłębiacz A.94031 (kąt 20°), oraz pogłębiacz A.94092, który eliminuje utwardzanie na średnicy wewnętrznej. Pogłębiacze nakładamy na wrzeciono A.94058 i podobnie jak w przypadku szlifowania centrujemy prętem A.94059.
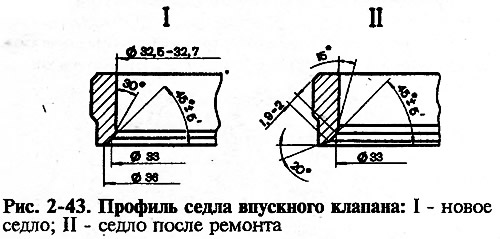
Na gniazdach zaworów wlotowych doprowadź szerokość fazy roboczej do wartości określonych na ryc. 2-43, po uprzednim przetworzeniu wewnętrznego sfazowania pogłębiaczem A94003 (rys.-2-46) do uzyskania średnicy o wielkości 33, a następnie fazowanie 20°pogłębiaczem A.94101 aż do uzyskania fazki roboczej.
