
Повърхностите на седлото (контактната зона на клапана) не трябва да съдържат вдлъбнатини, корозия и повреди. Малките повреди могат да бъдат поправени чрез шлайфане на седалките. В същото време отстранете възможно най-малко метал.Шлифоването може да се извърши както ръчно, така и с мелница.
Шлайфайте в следния ред:
- монтирайте главата на стойката A.60353, поставете стеблото A.94059 във водача на клапана и почистете фаските на гнездата от въглеродни отлагания със зенкери A.94031 и A.94092 за изпускателния клапан седла и със зенкерите A 94003 и A.94) 01 за леглата на всмукателния клапан. Зенкерите се поставят на шпиндела A.94058 и се центрират от направляващата щанга A.94059;
- поставете върху водещия прът A.94059 пружината A.94069/5, монтирайте върху шпиндела A.94069 коничния кръг A.94078 за леглата на изпускателния клапан или кръга A.94100 за леглата на входящия клапан, фиксирайте шпиндела в мелницата и седалката на клапана за смилане (фиг. 2-45).

Забележка. Пръти A.94059 се предлагат в два различни диаметъра: A.94059/1 за водачи на всмукателни клапани и A.94059/2 за водачи на изпускателни клапани.
В момента, в който колелото докосне седалката, машината трябва да се изключи, в противен случай ще се появят вибрации и фаската ще бъде неправилна. Препоръчително е колелото да се облича по-често с диамант.
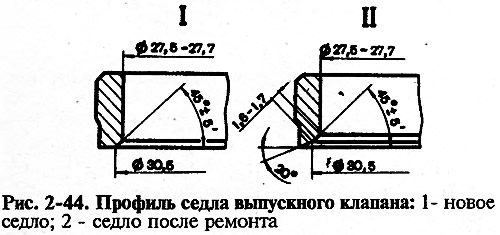
За седалките на изпускателните клапани донесете ширината на работната фаска до стойностите, посочени на фиг. 2-44, със зенкер A.94031 (ъгъл 20°) и с зенкер A.94092, който елиминира деформационното втвърдяване по вътрешния диаметър. Зенкерите се поставят на шпиндела A.94058 и, както при шлайфане, се центрират с прът A.94059.
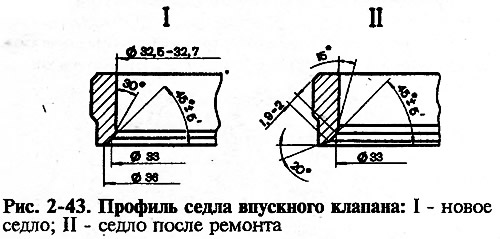
При гнездата на входящия клапан донесете ширината на работната фаска до стойностите, посочени на фиг. 2-43, като първо се обработва вътрешната фаска със зенкер A94003 (Фиг.-2-46), за да се получи размер на диаметъра 33, а след това 20°скосяване с зенкер A.94101, докато се получи работеща фаска.
