
Na pracovných skoseniach sediel (kontaktná plocha ventilu) nesmie tam byť žiadna jamka, korózia alebo poškodenie. Drobné poškodenia je možné opraviť prebrúsením sedadiel. Zároveň odoberte čo najmenej kovu.Brúsenie je možné vykonávať ručne aj pomocou brúsky.
Brúsiť v nasledujúcom poradí:
- namontujte hlavu na stojan A.60353, vložte tyč A.94059 do vodiaceho puzdra ventilu a očistite skosenie sediel od karbónových usadenín vrtákmi A.94031 a A.94092 na sedlá výfukových ventilov a A.94003 a A.94 vŕtačky) 01 pre sedlá sacích ventilov. Záhlbníky sú nasadené na vreteno A.94058 a vycentrované pomocou vodiacej tyče A.94059;
- nasaďte pružinu A.94069/5 na vodiacu tyč A.94059, na vreteno A.94069 namontujte kužeľový kruh A.94078 pre sedlá výfukových ventilov alebo kruh A.94100 pre sedlá sacích ventilov, vreteno upevnite v brúske a vybrúste sedlo ventilu (ryža. 2-45).

Poznámka. Tyče A.94059 sú dostupné v dvoch rôznych priemeroch: A.94059/1 pre vedenie sacích ventilov a A.94059/2 pre vedenie výfukových ventilov.
V momente, keď sa koleso dotkne sedadla, musí byť stroj vypnutý, inak dôjde k vibráciám a skosenie bude nesprávne. Koleso sa odporúča častejšie obliekať diamantom.
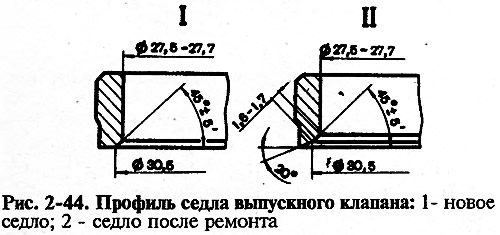
V prípade sediel výfukových ventilov nastavte šírku pracovného skosenia na hodnoty uvedené na obr. 2-44, zahĺbenie A.94031 (uhol 20°), a záhlbník A.94092, ktorý eliminuje kalenie na vnútornom priemere. Záhlbníky sa nasadzujú na vreteno A.94058 a rovnako ako v prípade brúsenia sa vystredia tyčou A.94059.
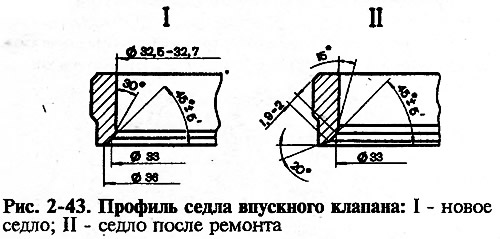
Na sedlách vstupného ventilu nastavte šírku pracovného skosenia na hodnoty uvedené na obr. 2-43, po prvom spracovaní vnútorného skosenia záhlbníkom A94003 (obr.-2-46) na získanie veľkosti priemeru 33 a potom skosenie 20°so zahĺbením A.94101, kým sa nezíska pracovné skosenie.
